- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Дефекты подготовки и сборки изделий под сварку
1. Дефекты подготовки и сборки изделий под сварку
2. Дефекты формы шва
3. Наружные и внутренние дефекты
1. Дефекты подготовки и сборки изделий под сварку
Характерными дефектами для сварки плавлением является неправильный угол скоса кромок, слишком большое или малое притупление по длине стыкуемых кромок, слишком большой зазор, загрязнение кромок и расслоение.
Эти дефекты могут появиться из-за неисправности станочного оборудования, на котором обрабатывались заготовки, из-за плохого качества исходных материалов, из-за низкой квалификации слесарей и сборщиков.
2. Дефекты формы шва
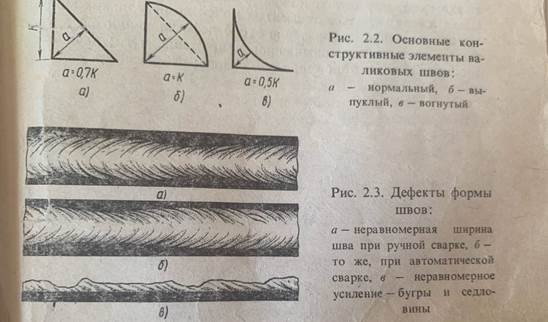
Форма и размеры сварных швов регламентируется стандартом, задаются техническими условиями или дополнительно указываются на чертеже. Размеры швов зависят от толщины металла и от условий эксплуатации. При сварке плавлением могут появиться следующие дефекты формы шва.
a) Неравномерная ширина шва
Она образуется при непрерывных неправильных движениях электрода, зависящих от зрительно-двигательных координаций сварщика, а также из-за отклонений от заданного зазора при сборке.
При автоматической сварке причиной появления этого дефекта могут быть нарушения скорости подачи проволоки и скорости сварки.
б) Неравномерность усиления по длине шва.
При этом образуются бугры и седловины. При РДС этот дефект появляется из-за низкой квалификации сварщика или из-за плохого качества электрода
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|