- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 4 Эскиз калибра-скобы.. Рис. 5 Эскиз калибра-пробки.
Рис. 4 Эскиз калибра-скобы.
корпус (скоба) калибра
вставки неподвижные;
вставки подвижные (регулируемые) ;
4 винты стопорные;
5 - теплоизолирующая пластина;
ПР - проходная сторона калибра;
НЕ - непроходная сторона калибра.
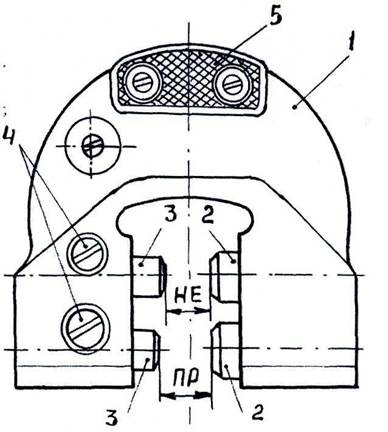
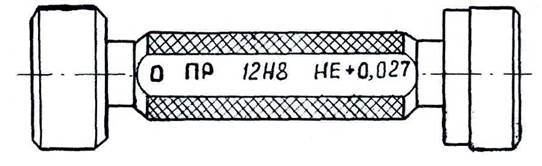
Рис. 5 Эскиз калибра-пробки.
ПР - проходная сторона калибра; НЕ - непроходная сторона калибра; 12 Н8 - условное обозначение отверстия, для контроля которого изготовлена пробка; "О" -нижнее предельное отклонение размера отверстия; "+0,027" - верхнее предельное отклонение размера отверстия.
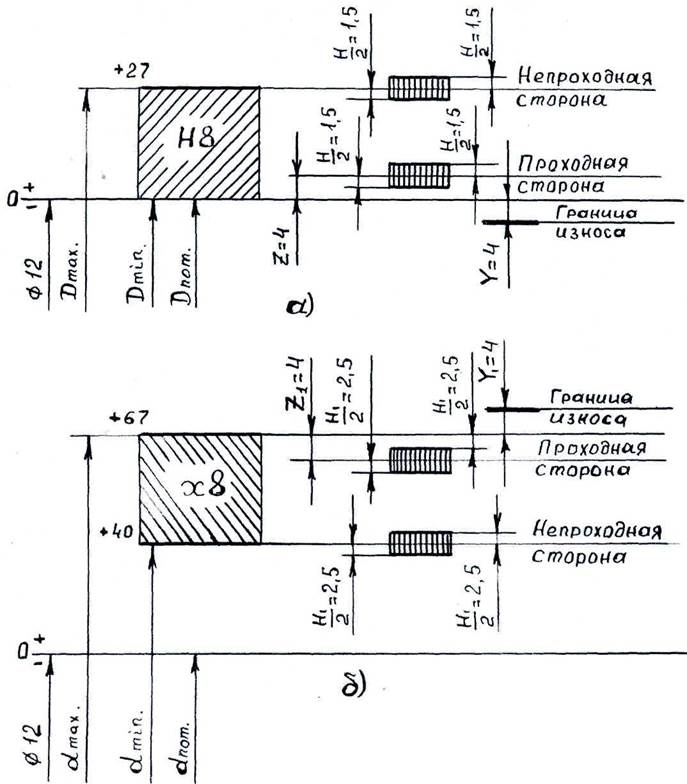 Рис. 6 Геометрические схемы расположения полей допусков калибров для контроля.
Рис. 6 Геометрические схемы расположения полей допусков калибров для контроля.
(+0,0274) (+0,067)
а) отверстия 12 Н8 0 б) вала 12 х8 +0,040
Н, Н1 - соответственно допуски калибра-пробки и калибра-скобы;
Z, Z1 - соответственно координата середины поля допуска калибра-пробки и калибра скобы;Y, Y1 - соответственно граница износа проходной стороны калибра- пробки и калибра-скобы.
Нормативно-техническая документация
ГОСТ 24853 – 81 (СТ СЭВ 157 – 75) Калибры гладкие для размеров до 500 мм. Допуски.
ГОСТ 21401 – 75 Калибры гладкие для размеров до 500 мм. Исполнительные размеры.
СТ СЭВ 5617-86 Калибры. Термины и определения.
РД 50 – 98 – 86 Методические указания. Выбор универсальных средств измерений линейных размеров до 500 мм (по применению ГОСТ 8.051 – 81).
Настройка калибра-скобы на заданный размер.
- Взять калибр-скобу в руки и с помощью отвертки ослабить на 1,5 – 2,0 оборота стопорные винты 4 проходной и непроходной сторон, которые расположены на лицевой части скобы (рис. 4). Для освобождения подвижных вставок от конических гаек слегка постучать ручкой отвертки по головкам стопорных винтов. Проверить рукой подвижность регулируемых (подвижных) вставок 3 перемещая их в разные стороны.
- Сначала регулировать проходную сторону калибра-скобы, потом непроходную сторону.
- Взять собранный блок концевых мер равный ПР и расположить его между вставками проходной стороны скобы. Вращая с помощью отвёртки регулировочный винт, ввести в контакт поверхности блока и вставок.
Правильно настроенная скоба должна плавно перемещаться под своим весом вдоль блока концевых мер (не застревать и не проваливаться, а именно плавно перемещаться). Если это условие достигнуто, то законтрить стопорный винт.
- Аналогично настроить непроходную сторону, только уже с помощью блока концевых мер, равным НЕ.
Внимание! Процесс настройки калибра на заданный размер очень ответственный этап. Необходимо отметить следующее.
Точность настройки при данной методике зависит во многом от субъективных особенностей настройщика (его опыта, настроения, характера и т.п.). При неаккуратной работе точность настройки может превысить значение допуска «H1» на настройку скобы. По этой причине при контроле годные детали могут быть отнесены в группу негодных, а негодные наоборот, отнесены в группу годных. Это особенно опасно при контроле больших партий валов.
Контроль валов с помощью настроенного калибра-скобы.
- Достать из коробки образцы валов, диаметры которых необходимо контролировать. Расположить их на столе по порядку номеров. Номера выбиты на их торцах. Номер состоит из двух цифр. Первая цифра обозначает номер варианта, вторая – порядковый номер вала в данном варианте. Количество валов всего 5 шт.
- Записать номера валов по порядку в таблицу №8.
- Взять первый по порядку вал, расположить вал в одной руке по возможности горизонтально и наводить другой рукой скобу сверху на вал под своим весом. При этом никаких усилий на скобу нельзя прикладывать, а только слегка поддерживать скобу и наводить на вал. То есть, на контролируемый вал должен действовать по возможности только вес скобы! Это позволит стабилизировать усилие контроля, что снижает погрешности при контроле.
Смысл заключается в том, что скобу настраивали на заданный размер под своим весом, и при контроле действует на деталь вес скобы.
При контроле возможно 3 варианта:
1) вал (деталь) признается годной, если при контроле ПРоходная сторона скобы проходит, а НЕпроходная – не проходит. Это означает, что диаметр контролируемого вала может равняться предельным значениям, то есть равняться dmax или dmin, или же находиться между ними.
2) вал (деталь) признается как брак, но брак исправимый, если при контроле ПРоходная сторона калибра не проходит. (При данной ситуации НЕпроходная сторона тем более не проходит). Это означает, что диаметр контролируемого вала больше наибольшего предельного значения по чертежу, то есть, больше чем dmax. Данный вал можно поставить обратно на станок и повторной обработкой его диаметр можно уменьшить, чтобы получить условие годности детали как описано в первом варианте.
3) вал (деталь) признается как брак, но брак неисправимый, если при контроле ПРоходная и НЕпроходная стороны скобы проходят. Это означает, что диаметр контролируемого вала меньше наименьшего значения по чертежу, то есть, меньше чем dmin. В данном случае восстановить диаметр вала до получения условия годности по первому варианту обычными технологическими процессам обработки практически невозможно и неэффективно, деталь действительно выбраковывается.
Конкретно таблицу 8 заполнять, как изложено ниже.
- Если при контроле данного вала ПРоходная сторона проходит, то в колонке "проходной стороной" против номера данного вала, ставить знак "+", если не проходит, то ставить знак "-". Аналогично поступать и с НЕпроходной стороной.
- Порядковый N детали (вала) выбит на его торце и состоит ив двух цифр - номера варианта и порядкового номера;
Заключение: 1) Если при контроле ПРоходная сторона проходит (знак плюс), а НЕпроходная не проходит (знак минус), то деталь входит в группу годных. Ставьте в колонке "годные" против номера данной детали, знак "+". Это значит, что деталь является годной.
2) Если при контроле ПРоходная сторона не проходит, то в столбике "ПРоходной стороной" против номера контролируемой детали, ставьте знак "-". (В этом случае НЕпроходная сторона тем более не проходит). В столбике "Исправимый брак" против номера контролируемой детали ставьте знак "+". Это значит, что деталь является браком, но исправимым.
3)Если при контроле ПРоходная и НЕпроходная стороны прошли, то в столбике "Неисправимый брак" против номера контролируемой детали ставьте знак "+". Это значит, что деталь является неисправимым браком.
Краткие сведения из теории
Для измерения углов методом непосредственной оценки в машиностроении широко применяют угломеры с нониусом. Для измерения наружных углов применяется угломер УМ. Действие угломера основано на том, что одна измерительная поверхность прибора связана со шкалой, а другая – с нониусом. Угломер типа УМ обеспечивает измерение наружных углов в диапазоне от 0 до 180º, измерение углов свыше 90º, ведется при снятом угольнике. В этом случае для получения значения угла к показаниям по шкале прибавляют 90º. Угломеры выпускают с нониусом 2´, 5´ и 15´ и погрешностью соответственно ± 2´, ±5´ и
±15´.
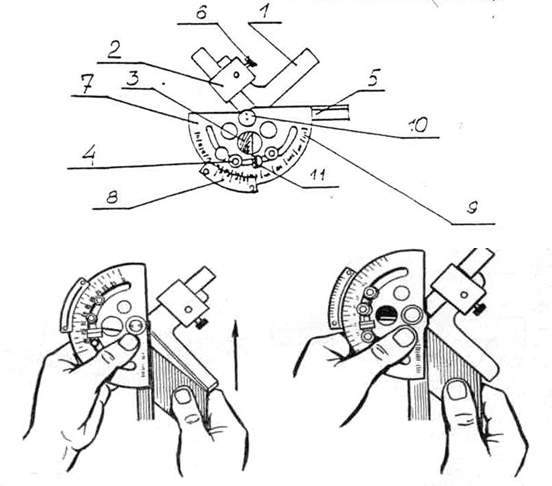
Угломером транспортерным УМ измеряют наружные углы 0-
180°.Основанием его служит транспортир 7 со шкалой, имеющей цену деления 1°; в центре транспортира расположена ось 10, на его ребре укреплена неподвижная измерительная линейка 5. По оси 10 поворачивается сектор 3 вместе с подвижной линейкой 9, нониусом 6, имеющим величину отсчета 2 , а также стопор 4.
Если нужно измерить наружный угол в пределах 0-90°, то собирается весь комплект, для чего на подвижную линейку 5 надевают державку 2 со съемным угольником I и винтом зажима 6. Для плавности подвода к нужному положений, угломер снабжен микроподачей 11.
Пример пользования угломером показан на рисунке.
Изменение незакрепленной детали
Содержание отчета
1. Название работы.
2. Расчетные формулы исполнительных размеров калибров (для пробки и для скобы) с полной их расшифровкой.
3. Из теоретической части методических указаний в отчет законспектировать следующие основные понятия и определения:
- определение понятий «калибр», «предельный калибр» и «нормальный калибр»;
- виды калибров по назначению и по конструкции;
- расшифровку следующих обозначений: Н, Н1, Z, Z1, Y, Y1;
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|