- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Определение длительности технологического цикла при различных видах движения предметов труда в производстве
3.3.4. Определение длительности технологического цикла при различных видах движения предметов труда в производстве
Рациональная организация производственного процесса приводит к выполнению всех частичных процессов в наиболее минимальное время и с минимальными затратами труда, а также ресурсов и средств. От рациональной организации производственного процесса во времени и пространстве зависят результаты деятельности предприятия и экономические показатели его работы: длительность производственного цикла изделий, размер незавершенного производства и оборотных средств, производительность труда, себестоимость продукции, прибыль.
Важную роль в организации производственных процессов во времени играет перемещение предметов труда с одного рабочего места на другое в ходе выполнения.
Различают следующие основные виды движения предметов труда: последовательный, параллельный и параллельно–последовательный (смешанный). При каждом из этих видов организации производственных процессов обеспечивается разный экономический эффект.
Рассмотрим более подробно каждый вид движения предметов труда в производстве.
Последовательный вид движения —это такой вид движения, при котором вся обрабатываемая партия деталей полностью передается на последующую операцию после полного окончания всех работ на предыдущей операции.
При этом длительность технологического процесса (мин) определяется суммой операционных циклов по формуле (29):

где m — число операций в процессе.
График технологического цикла при последовательном виде движения партии деталей в производстве приведен на рисунке 1.
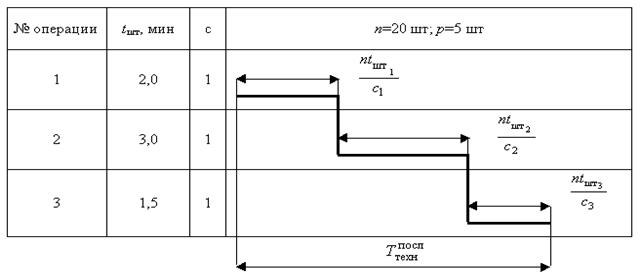
Рисунок 1 — График технологического цикла при последовательном виде движения партии деталей в производстве
Параллельный вид движения– это вид движения, при котором небольшие транспортные партии р или отдельные штуки (р=1) деталей запускаются на последующую операцию сразу после обработки их на предыдущей операции, независимо от всей партии. Полностью загружена в этом случае наиболее трудоемкая операция с самым длительным операционным циклом, менее трудоемкие имеют перерывы.
Длительность технологического цикла (мин) при параллельном виде движения определяется по формуле (30):

где р- количество деталей в транспортной партии , шт;
 - цикл операции с максимальной продолжительностью, мин.
- цикл операции с максимальной продолжительностью, мин.
График технологического цикла при параллельном виде движения партии деталей в производстве приведена на рисунке 2.
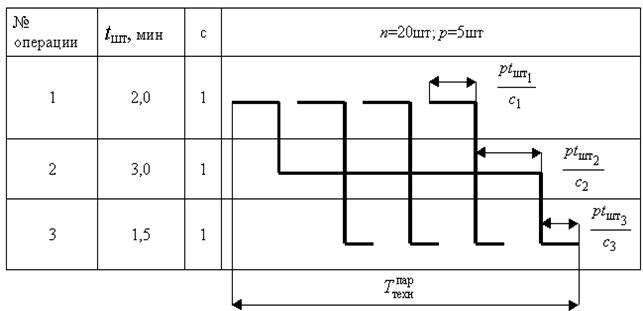
Рисунок 2 — График технологического цикла при параллельном виде движения партии деталей в производстве
Параллельно–последовательный вид движения — это вид движения, при котором следующая операция начинается до полного окончания работы на предыдущей операции и осуществляется без перерывов в изготовлении партии деталей. При этом имеет место частичное совмещение времени выполнения смежных операционных циклов. Передача изготовляемых деталей с предыдущей на последующую операцию производится не целыми партиями, а частями, транспортными партиями р (пачками) или поштучно (р=1).
Длительность технологического цикла (мин) будет соответственно меньше, чем при последовательном виде движения на величину совмещения операционных циклов (формула 31):

где 
 — сумма коротких операционных циклов из каждой пары смежных операций.
— сумма коротких операционных циклов из каждой пары смежных операций.
График технологического цикла при параллельно-последовательном виде движения партии деталей в производстве приведен на рисунке 3.
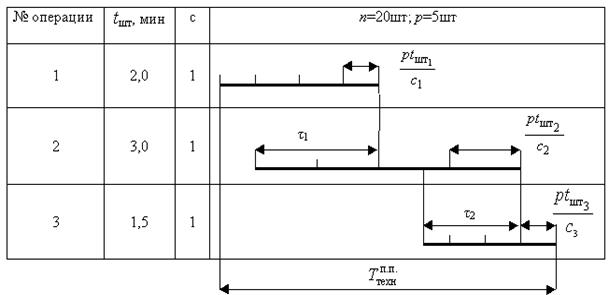
Рисунок 3 — График технологического цикла при параллельно–последовательном виде движения партии деталей в производстве (τ1, τ2 — время перекрытия смежных операционных циклов)
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|