- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Пальцевые модульные фрезы. Зуборезные гребенки
Пальцевые модульные фрезы
Применяются эти фрезы (рис.34) в тяжелом машиностроении для фрезерования прямозубых, косозубых и шевронных колес крупного модуля (свыше 20 мм).
Чистовая пальцевая фреза – затылованная фреза с передним углом равным нулю. Профиль ее в осевом сечении соответствует профилю впадины прямозубого зубчатого колеса, для косозубого и шевронного необходим специальный расчет, так как осевой профиль фрезы отличается от профиля впадины колеса в нормальном сечении.
Черновая пальцевая фреза, имеет передний угол γ=8-10° и стружкоразделительные канавки.
Пальцевые фрезы могут быть сборными.
Наружный диаметр и длина фрезы выбираются в зависимости от размеров профиля.
Из-за разного диаметра фрезы задний угол при затыловании на длине зуба различный; чтобы уменьшить эту разницу, применяют косое затылование под углом 10-15°.
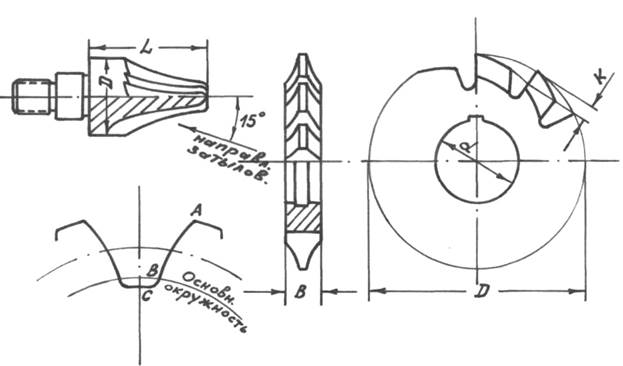
Рис. 1
Зуборезные гребенки
Зуборезная гребенка – один из первых появившихся инструментов для обработки зубчатых колес методом обкатки. В настоящее время применяется сравнительно редко.
Зуборезная гребенка осуществляет обработку зубчатого колеса строганием, совершая возвратно-поступательные движения и обкатываясь относительно обрабатываемого колеса.
Нарезание зубчатых колес гребенкой более точный, но менее производительный метод по сравнению с обработкой червячной зуборезной фрезой.
Существуют два вида гребенок: прямозубые – для обработки цилиндрических колес и косозубые – для обработки шевронных колес.
Прямозубые гребенки бывают 2-х типов (рис. 2): у одной из них передний угол получается наклонной установкой на станке, другая, имеет передний угол и устанавливается на станке горизонтально.
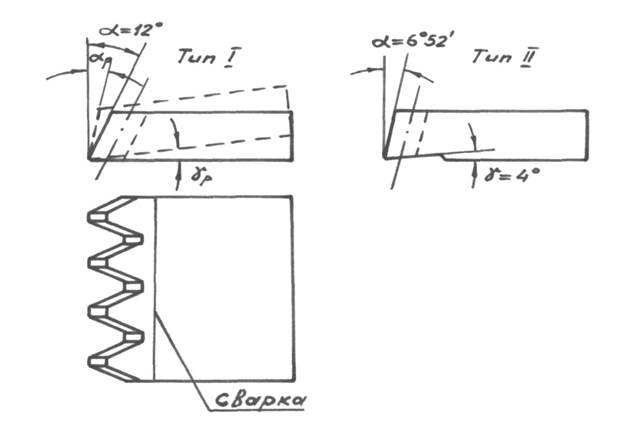
Рис. 2
Косозубые гребенки применяются для нарезания шевронных колес без канавки. Угол β у гребенок равен 30°. Изготавливаются гребенки в комплекте попарно–правая и левая (рис. 3).
Для создания одинаковых передних углов с обеих сторон зуба гребенки делается специальная заточка по передней грани.
Затачиваются гребенки по передней грани. Для увеличения передних углов на боковых режущих кромках по передней грани производится специальная заточка выемки (рис. 3).
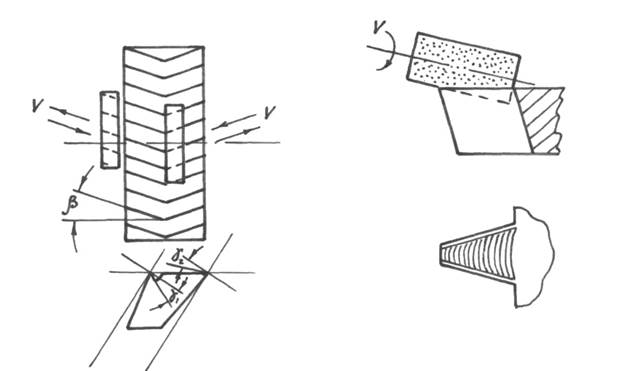
Рис. 3
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|