- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Установка и крепление заготовок
Диаметр шлифовального круга выбирают наибольшим, допустимым по условию его размещения в обрабатываемом отверстии диаметром d: (0,75 – 0,85) d при d = 50 / 150 мм и (0,85 – 0,95)d при d = 30 / 45 мм. При внутреннем шлифовании применяют более мягкие круги, чем при наружном, так как дуга контакта в первом случае больше, чем во втором. При внутреннем шлифовании достигают точность отверстия 7-го квалитета, шероховатость Ra = 0,16 /0,63 мкм. Припуски на шлифование, как правило, на 50 % меньше, чем при круглом наружном шлифовании.
СОЖ подают через специальные сопла, расположенные близко к зоне резания, или через поры круга. Рекомендуемые режимы обработки: vK = 25 – 60 м/с при шлифовании углеродистых и низколегированных сталей; vK = 1,5/ 25 м/с при шлифовании высоколегированных и закаленных сталей; vK = 20 – 30 м/с при шлифовании чугунов. Скорость заготовки v3= (0,015 – 0,03) vK; продольная подача Snp = (0,5 – 0,8) Н при черновом шлифовании и Snp = (0,25 – 0,5) Н при чистовом шлифовании, где Н – высота круга; поперечная подача Snоп = 0,1 – 0,8 мм/об. Круги обычно правят алмазными карандашами или алмазами с продольной подачей 2 – 2,5 м/мин и подачей на глубину резания 0,02 – 0,03 мм/дв. ход.
Установка и крепление заготовок
Осуществляется посредством универсальных и специальных приспособлений – патронов (рис. 2, а, б) и бесцентровых зажимов (рис. 2, в – д). Технологическая база, как правило, – наружная цилиндрическая поверхность заготовки (ранее обработанная). Применяют трехкулачковые патроны с ручным или механизированным зажимом. Заготовки с отклонениями от симметричности и цилиндричности удобнее закреплять в четырехкулачковых патронах, в которых кулачки передвигаются независимо друг от друга посредством соответствующей передачи. Кулачки самоцентрирующего патрона шлифуют в сборе на том же станке для повышения точности установки. Заготовки крепят также на планшайбе (прихватами) после установки по центрирующему калибру, входящему в центральное отверстие планшайбы. Установку заготовок для шлифования отверстия и торца.
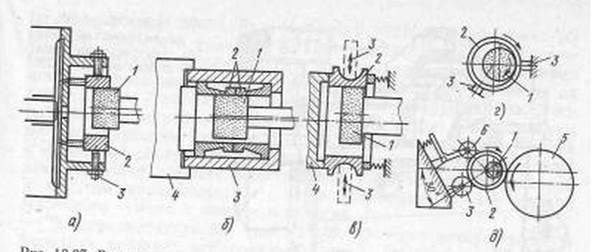
Рис. 2. Базирование заготовок при внутреннем шлифовании в патроне (а, б) и зажимах (в – д): 1 – шлифовальный круг; 2 – обрабатываемая заготовка; 3 – поддерживающий ролик; 4 – корпус торцовой опоры; 5 – ведущий ролик; 6 – прижимной ролик.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|