- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Круглое внутреннее шлифование. Аннотация. Круглое внутреннее шлифование. Детально рассматривается процесс круглого внутреннего шлифования, расписаны критерии для выбора шлифовального круга, рекомендованы режимы обработки.. Оно предназначено для обработки
Круглое внутреннее шлифование
Аннотация
Круглое внутреннее шлифование. Детально рассматривается процесс круглого внутреннего шлифования, расписаны критерии для выбора шлифовального круга, рекомендованы режимы обработки.
Оно предназначено для обработки внутренних поверхностей цилин-дрической или конической формы с прямолинейной образующей. На внутришлифовальных станках используют следующие методы шлифования отверстий: с продольной подачей (рис. 1, а, б); врезное с поперечной подачей (рис. 1, в, г); врезное с дополнительным осциллирующим движением круга (рис. 1, в); с планетарным движением шлифовального круга (рис. 1, д). Шлифование с продольной подачей обеспечивает более высокую точность и меньшую шероховатость обработанной поверхности. Врезной метод используют при обработке коротких и глухих отверстий. При планетарном движении шлифовальный шпиндель 1 кроме вращения вокруг своей оси получает вращательное движение относительно оси шлифуемого отверстия заготовки 2 от специального устройства станка. Внутреннюю коническую поверхность отверстия шлифуют путем поворота бабки с заготовкой на угол а (рис. 1, б). Для шлифования отверстия и торца заготовки с одной установки (рис. 1, а) на передней бабке станка устанавливают качающееся приспособление с торцовым кругом 3. При внутреннем шлифовании диаметр шлифовального круга всегда меньше диаметра шлифуемого отверстия. Круги из-за малого диаметра быстро изнашиваются и требуют частой правки. Необходимо применять высокую частоту вращения шпинделя шлифовального круга, чтобы обеспечить оптимальную скорость резания.
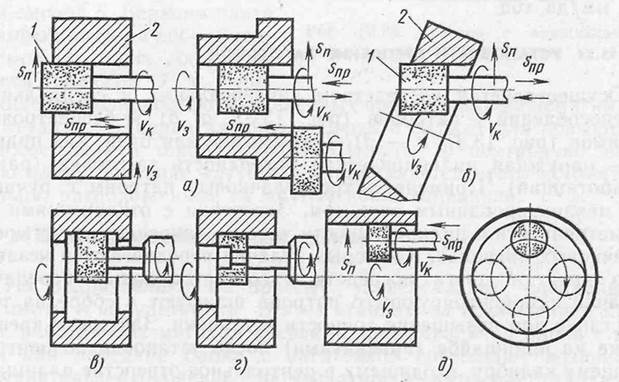
Рис. 1. Схемы круглого внутреннего шлифования.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|