- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Шабрение. Подготовка к шабрению
Консультация №19
Задание:
Внимательно ознакомитесь с информацией и ответьте на следующие вопросы:
1. Внесите тему консультации в дневник УП.
2В чем сущность шабрения разъемного вкладыша подшипника ?
3 Как подразделяется инструмент для шабрения?
4 Как осуществляется контроль качества шабрения
5. Ответы на вопросы и иллюстрации к ним оформите в отчет.
Шабрение
Шабрением называется процесс обработки поверхности изделий, при котором с отдельных участков шабером соскабливают тонкие слои металла.
Шаберы изготовляют из инструментальных сталей У12 и У12А. Режущая часть шабера закаливается без отпуска до твердости 60 —65 HRC.
Шаберы (рис. 152) бывают односторонними и двусторонними — по числу режущих кромок. По форме режущей части шаберы разделяют на:
— плоские, используемые для шабрения плоских поверхностей (пазов, канавок);
— трехгранные — для шабрения кривых поверхностей (при обработке втулок, подшипников и т. п.);
—фасонные — предназначенные для шабрения сложных по профилю поверхностей канавок, желобков и т. п.
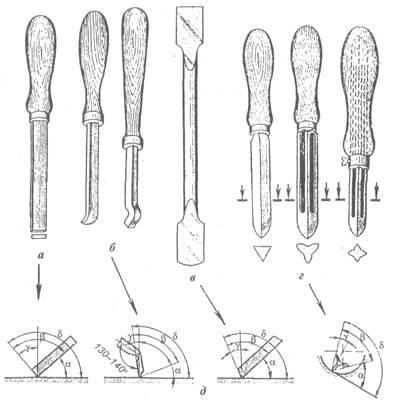
Рисунок 1 Шаберы
а - плоский односторонний, б - с изогнутым концом, в - плоский двусторонний, г - трех- и четырехгранные, д - углы заточки
Техника шабрения. Поверхность детали перед шабрением обрабатывают на металлорежущих станках или опиливанием. Затем начинают шабрение (см. инструкционную карту).
При шабрении кривых поверхностей (например, вкладыша подшипника) вместо поверочной плиты пользуются шейкой сопрягаемого вала. Вкладыш подшипника накладывают на шейку вала, покрытую тонким слоем краски (сурик, синька или сажа, разведенные в масле), осторожно поворачивают его вокруг нее, затем снимают, зажимают в тиски и шабрят по пятнам.
При шабрении шабер устанавливают по отношению к обрабатываемой поверхности под углом 25—30° и держат его правой рукой за рукоятку, прижав локоть к туловищу, а левой рукой нажимают на шабер. Шабрение производится короткими движениями шабера, причем если шабер плоский прямой, то движение его должно быть направлено вперед (от себя), плоским шабером с отогнутым вниз концом движение производят назад (к себе), а трехгранным шабером — вбок.
В конце каждого хода (движения) шабера его отрывают от обрабатываемой поверхности, чтобы не получились заусенцы и уступы. Для получения ровной и точной обрабатываемой поверхности направление шабрения каждый раз после проверки по краске меняют так, чтобы штрихи пересекались.
Точность шабрения определяют по количеству равномерно расположенных пятен на площади 25x25 мм2 обработанной поверхности путем наложения на нее контрольной рамки. Среднее количество пятен определяется проверкой нескольких участков обрабатываемой поверхности. Шабрение заканчивают при следующих числах пятен на поверхности, ограниченной контрольной рамкой: черновое — 4 - 6, получистовое — 8 - 16, чистовое — 20-25.
Техника безопасности при шабрении. При шабрении необходимо выполнять следующие правила техники безопасности:
— обрабатываемая деталь должна быть надежно установлена и прочно закреплена;
—не допускается работа неисправными шаберами (без ручек или с треснувшими ручками);
—при выполнении работ шлифовальными головками соблюдать правила электробезопасности
Техника шабрения
Оборудование и инструменты: напильники плоские тупоносые длиной 250—300 мм с насечкой № 3, шаберы плоские разные, линейки поверочные (лекальные) длиной 175 мм, плиты поверочные, заточный станок.
Приспособления и материалы: тиски параллельные, губки накладные к тискам, рамка 25x25 мм для проверки качества шабрения, краска, сажа, бруски-оселки для заправки шаберов.
Подготовка к шабрению
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|