- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Дефекты распределительного вала
Дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
· трещины на валу, отколы по торцам вершин кулачков;
· погнутость вала;
· износ шпоночного паза;
· износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Разборка клапанного механизма и возможные дефекты его деталей
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
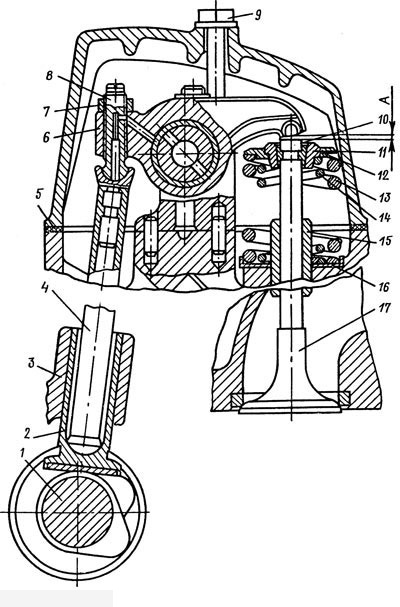
Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана

Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
· установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
· вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
· снять сухари и втулки;
· вывернуть винт из траверсы, снять тарелку и пружины клапанов;
· вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
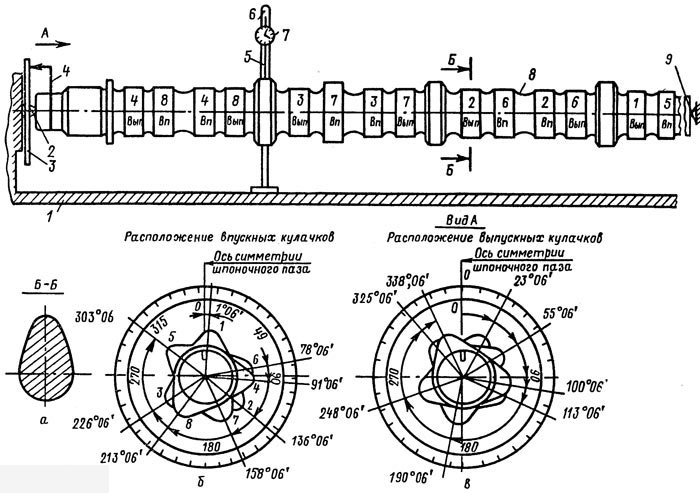
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
· проверить вал на отсутствие трещин и отколов кулачков;
· радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
· кулачков по высоте;
· цилиндрической части кулачков;
· передней и средней шеек;
· задней шейки.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|