- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Восстановление клапанов и их притирка в гнездах головок цилиндров
Восстановление деталей ГРМ
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
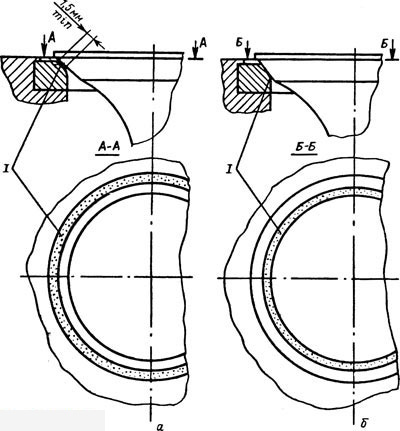
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
При необходимости качество притирки проверяется «на карандаш». Для этого на фаску клапана мягким графитовым карандашом наносится на равном расстоянии 6—8 черточек. Клапан осторожно вставляется в седло и после сильного нажатия проворачивается на 1/4 оборота. При качественной притирке все черточки должны быть стертыми.
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|