- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Домашняя работа. Вариант № 5.
Министерство образования и науки РФ
федеральное государственное бюджетное
образовательное учреждение высшего образования
«Омский государственный технический университет»
Кафедра " Металлорежущие станки и инструменты"
Домашняя работа
по дисциплине «Программирование для автоматизированного оборудования»
Выполнил: студент гр. ЗКТО-171 Бельтюков М. К.
Проверил: канд. техн. наук, доцент Малахов И. И.
Омск-2019 
|
Вариант № 5. Задание: написать УП для обработки пластины, толщиной 10 мм. 16 отверстий диаметром 5 мм – сквозные, глубина цилиндрической части отверстий диаметром 8 мм – 4 мм. Ноль по Z – верхняя поверхность пластины.
Инструмент: фреза диаметром 10 мм, длина 15 мм; сверло диаметром 8 мм, длина 15 мм, угол заточки 135 град.; сверло диаметром 5 мм, длина 15 мм, угол заточки 135 град.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
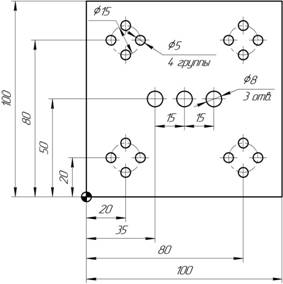
| Порядок обработки контура: 1. Ввести строку безопасности, обеспечивающую: работу станка в метрической системе мер; отмену автоматической коррекции на радиус и длину инструмента; отмену постоянных циклов; работу в абсолютных координатах. 2. Участок подвода инструмента с коррекцией равен 1, 5 диаметра фрезы, подвод фрезы к заготовке осуществить по дуге радиусом, равным радиусу инструмента. 3. Обработать конур пластины. Отвод фрезы осуществить по дуге радиусом, равным радиусу инструмента. Подача – 0, 1 мм/об, скорость резания – 90 м/мин. 4. Произвести сверление группы отверстий диаметром 5 мм с использованием стандартногоцикла сверления. Подача – 0, 2 мм/об, скорость резания – 15 м/мин. 5. Произвести сверление отверстий диаметром 8 мм. Подача – 0, 15 мм/об, скорость резания – 20 м/мин. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица инструмента
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Текст УП
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|