- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема урока: «Применение инструментов для лужения и паяния».
Тема урока: «Применение инструментов для лужения и паяния».
Тип урока: урок получения знаний, умений, навыков
Цели урока:
обучающая:
Систематизация приемов, навыков обращения с инструментами;
развивающая:
Уметь анализировать, формировать и совершенствовать умения и навыки;
воспитывающая:
Воспитать у студентов добросовестное отношение к изучению основ своей профессии, данной темы.
Лекционный материал
Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом.
Металл, наносимый на поверхность изделия, называется полудой.
Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии). Иногда лужение производится для специальных целей, например перед заливкой подшипников.
В качестве полуд применяется чистое олово, а для неответственных деталей олово иногда заменяют более дешевым сплавом, состоящим из 5 частей олова и 3 частей свинца. Сплавы (оловянно-свинцовые) нельзя применять при лужении посуды для пищи.
Лудят двумя способами: натиранием (большие изделия) и погружением (небольшие изделия) в расплавленную полуду.
Процесс лужения состоит из трех основных операций: подготовки поверхности, приготовления полуды и лужения.
Подготовка поверхности к лужению.
Поверхность, подлежащая лужению, должна быть тщательно очищена от грязи, окалины, жиров и т. д. Очистка поверхности изделия производится до металлического блеска при помощи шабера, напильника, наждачной бумаги, кордовых щеток и т. д. Большие поверхности для облегчения работы травят разбавленной соляной или серной кислотой.
Обезжиривают и удаляют окисную пленку с поверхности изделия промывкой (протравливанием) в водном растворе соляной кислоты. Затем поверхность промывают чистой водой и протирают насухо. В целях предохранения очищенной поверхности от окисления ее смазывают хлористым цинком и сверху посыпают порошком нашатыря.
При выполнении травления и нейтрализации следует работать в резиновых перчатках, фартуке и защитных очках во избежание ожогов и порчи одежды.
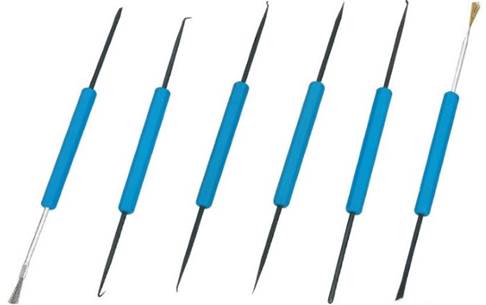
Инструменты и приспособления, применяемые при лужении.
При лужении пользуются различными инструментами и приспособлениями, например шаберами различных размеров и форм для очистки поверхностей деталей от ржавчины; паяльной лампой для нагревания деталей небольшого размера; щеткой для очистки поверхностей изделий от грязи; кистью (волосяной) для смачивания деталей кислотой; клещами для поддерживания горячих деталей.
Приемы лужения.
Лужение методом погружения в расплавленную полуду заключается в том, что подготовленную к лужению деталь сначала погружают в лудильную ванну с хлористым цинком. Затем клещами вынимают изделие из ванны и, не удаляя хлористый цинк с поверхности, погружают в ванну с расплавленным оловом (рис. 1, а).
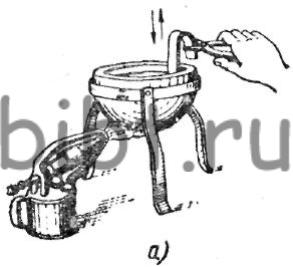

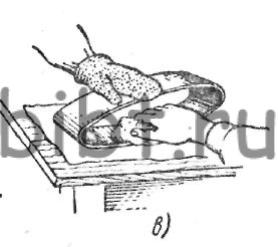
Рис. 1. Лужение деталей:
а - облуживание детали погружением в ванну с оловом,
б - нагрев детали для облуживания,
в - облуживание нагретой детали путем растирания олова
В ванне необходимо держать изделие до полного прогрева (270-300°), после чего его вынимают из ванны, встряхивают для удаления излишнего слоя полуды. Когда изделие остынет, его промывают в воле или растворе извести для удаления хлористого цинка. Затем сушат в чистых древесных опилках.
Лужение методом натирания производится после предварительной подготовки изделия (очистки, промывки, травления).
Изделие нагревается медленно и равномерно на древесном угле (рис. 1, б) до температуры 225-250°, затем на нагретую поверхность насыпают припой и, после того как он начнет плавиться, его быстро растирают щеткой или чистой холщовой тряпкой (рис. 1, в) по всей поверхности, удаляя излишний слой полуды.
Если из-за плохой очистки детали олово в каком-либо месте не пристало, это место снова зачищают напильником иди шабером, подогревают, наносят олово и протирают тряпкой или паклей.
Когда изделие остынет, его протирают смоченным песком, промывают водой и сушат.
Во время выполнения операций лужения нельзя вдыхать пары кислоты и нашатыря; горячие детали следует брать клещами; необходимо при погружении деталей пользоваться рукавицами; нужно остерегаться попадания кислоты на тело или одежду.
Какое оборудование применяют для пайки
Одним из действенных и надежных способов соединения материалов считается пайка. Раньше ее применяли для металлов и их сплавов, но пайка также подходит для соединения кусков стекла, пластмассы, керамики.
Существует множество видов пайки, для каждого из них используется специальное паяльное оборудование, инструменты и приспособления.
Паяльник
К наиболее часто используемым инструментам при паяльных работах относится паяльник. Без него сложно представить оборудование рабочего места. Паяльники применяют любители и профессионалы. Все зависит от вида инструмента.
Молотковый
Для соединения больших, массивных деталей применяют молотковые паяльники, названные так из-за своей формы, похожей на молоток. Они разогреваются в печах или жаровнях и, обладая большой тепловой инерцией, долго остаются нагретыми.

Такое оборудование используют для пайки крупных деталей.
Электрический
Самый традиционный способ пайки – при помощи электрического паяльника. Устроен он очень просто – в металлическом корпусе заключен нагревательный элемент, который разогревает жало – медный стержень. От мощности нагревательного элемента зависит температура нагрева паяльника.

Содержание процесса паяльных работ заключается в том, чтобы разогреть контактным способом соединяемые детали и скрепить их специальным составом, называемым припоем. После остывания получается прочное соединение, способное проводить электричество, если соединяемые детали являются проводниками.
Профессиональный электропаяльник может быть с регулятором напряжения. В этом случае возможна регулировка температуры жала, что очень важно при сборке и монтаже электронных схем.

Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество.


 |
Выпускают ультразвуковое паяльное оборудование. Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.
Помимо паяльника, работающего от бытовой сети, в состав оборудования поста для пайки может входить паяльный инструмент, питающийся напряжением 12 или 24 вольта. Он подходит для отладки работы электронных схем и для монтажа деталей и компонентов, которые могут выйти из строя от перегрева.
Электрические паяльники могут быть и беспроводными, работающими от пальчиковых аккумуляторов.
Газовый
Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры.

С помощью газового паяльного оборудования можно плавить твердые высокотемпературные припои. Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка.
Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности. В этом случае используются другие виды оборудования.
Инфракрасные станции и фены
 Модели термовоздушного паяльного оборудования (фены) используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств. Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления.
Модели термовоздушного паяльного оборудования (фены) используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств. Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления.
Паяльная станция позволяет производить установку и контроль параметров инструментов, входящих в нее, обеспечивая высокое качество шва.
Нередко в состав оборудования для паяльной станции входит стол с возможностью прогрева деталей или монтажных плат снизу.
Эта установка использует инфракрасные источники тепла – лампы, нагревательные элементы. Некоторые конструкции столов для подогрева снабжены кронштейнами и штативами, что позволяет закреплять платы.
Схожим действием с паяльным феном обладает инфракрасное оборудование. С его помощью также можно обеспечить нагрев большой площади, не допуская контакта с элементами микросхем.

Инфракрасные паяльные станции позволяют контролировать паяние и обеспечивать плавное остывание металла. Это дорогостоящее оборудование, которое представляет собой целые вычислительные комплексы с наборами датчиков, процессорами и целым перечнем вспомогательных инструментов.
Инструменты и приспособления
При ручной пайке недостаточно наличия только паяльного оборудования. Не имея необходимых дополнительных приспособлений, невозможно бывает не то чтобы качественно, а вообще что-нибудь спаять.
К таким приспособлениям относятся:
· паяльная лампа;
·  пинцет;
пинцет;
· набор надфилей;
· кусачки;
· увеличительное стекло и штатив;
· струбцины;
· подставки.
Один из необходимых инструментов – это пинцет. Он служит для того, чтобы удерживать мелкие детали в положении, в котором их нужно припаять.
Кроме того, зачастую металлический пинцет, зажимая выводы, служит теплоотводом, когда происходит пайка полупроводников или иных требовательных к температуре предметов.
Еще одним инструментом, часто используемым при работе, является надфиль. Плоским надфилем можно очистить жало паяльника от нагара перед тем, как облудить его.
Круглым надфилем с острым концом можно аккуратно прочистить монтажные отверстия на плате. Иногда приходится зачищать выводы компонентов схем, перед тем как смонтировать их на место.
Для работы с проводами и кабелями понадобятся кусачки-бокорезы. С их помощью отрезают провода, зачищают изоляцию, иногда механически снимают лишний припой.

Для демонтажа электронных компонентов и плат из корпусов электроприборов могут понадобиться отвертки различных видов. А так как некоторые компоненты могут выйти из строя при воздействии даже слабого магнитного поля, понадобится устройство для размагничивания стальных инструментов.
Очень часто приходится паять крупные детали. Нагреть их паяльником, даже самым мощным, невозможно. В этом случае детали около места будущей пайки прогревают паяльной лампой, а после этого уже пропаивают паяльником. Паяльные лампы могут работать на бензине, керосине, газе. Некоторые модели работают на спирте.

 Чтобы зафиксировать детали между собой и на столе, неплохо иметь под рукой набор металлических струбцин. При их использовании можно точно сориентировать детали одну относительно другой и сохранить это положение в течение всего времени пайки и остывания.
Чтобы зафиксировать детали между собой и на столе, неплохо иметь под рукой набор металлических струбцин. При их использовании можно точно сориентировать детали одну относительно другой и сохранить это положение в течение всего времени пайки и остывания.
Полезное приспособление для пайки – поставка. На нее можно не опасаясь возгорания помещать горячий паяльник. Такое простейшее оборудование зачастую делают своими руками.
Для соединения мелких деталей, что очень часто происходит при ремонте ювелирных изделий, понадобится лупа со стеклом большого диаметра, установленная на штатив.
При постоянных частых паяльных работах неплохо установить в помещении оборудование для думоудаления.
Инструкционно – технологическая карта
Паяние
| Инструменты | Материалы | Оборудование |
| · Тепловые и электрические паяльники; · Напильники разные; · Шаберы трехгранные; · Плоскогубцы; · Кузнечные клещи; · Ножницы; · Ножовки по металлу; · Разметочный инструмент. | · Припои медно-цинковые и оловянно-свинцовые ПОС-30-50-60; · Нихромовая или стальная вязальная проволока диаметром 0, 4-0, 5 мм; · 25%-ный раствор серной кислоты; · нашатырный спирт; · стеарин; · каустическая сода; · канифоль; · бура; · наждачная бумага; · ветошь. | Оборудование: · паяльные лампы; · электроплитки; · муфельные печи; · газовые горелки; · весы с разновесами. Приспособления: · коробки и формы для плавления припоев; |
| Технологический процесс | Указания и пояснения |
| 1. Пайка мягкими припоями | |
| 1. 1. Подготовка шва к пайке. | 1. Очистить спаиваемые поверхности до металлического блеска (щетка по металлу, напильник, надфиль, шабер). Обезжирить. 2. Плотно подогнать поверхности в местах спая. 3. Протравить, тщательно промыть и просушить места спая. |
1. 2. Приготовление припоев.

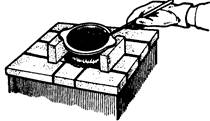 Рис. № 1.
Рис. № 1.
 Рис. № 2.
Рис. № 2.
| 1. Очистить тигель или стальной ковш от грязи и коррозии, прочно установить его на подставку в горне (см. рис. № 1). 2. Нагреть ковш, заложить в него и расплавить свинец. После этого в расплавленный свинец ввести небольшими порциями олово (по массе в два раза больше, чем свинца до полного расплавления). 3. Для предохранения от выгорания и окисления насыпать на поверхности истолченный древесный уголь. 4. Перемешать сплав стальным прутком до однородной массы. 5. Когда припой расплавится полностью, с его поверхности удалить шлак, а затем разлить припой в формы (использовать форму из угловой стали; прутки должны быть небольшого сечения длиной 300-500 мм) (см. рис. № 2). |
| 1. 3. Приготовление флюсов. | Внимание: все флюсы, за исключением хлористого цинка, поступают в готовом для применения виде. 1. Хлористый цинк (травленая кислота) готовится из технической соляной кислоты и чистого металлического цинка в определенной пропорции: · Налить воду в стеклянную посуду с широким горлом (до половины) и установить ее на поддоне возле вытяжной трубы. · Налить в стеклянную посуду такое же количество технической соляной кислоты, затем налить кислоту в воду (а не наоборот). · Опустить осторожно в раствор соляной кислоты одну часть нарезанных мелких кусочков (стружки) цинка. · Ввести в раствор несколько капель нашатырного спирта в качестве противокоррозионного средства. |
1. 4. Подготовка к пайке.
 Рис. № 1.
Рис. № 1.
  Рис. № 2.
Рис. № 2.
  Рис. №3. Рис. № 4. Рис. №3. Рис. № 4.
| 1. Зажать паяльник в слесарных тисках (см. рис. № 1); удалить с него пригары и окалину и заправить личным напильником рабочую часть под углом 30-40º. 2. Заправить в безопасном месте паяльную лампу (не более ¾ объема). 3. Разжечь лампу возле кирпича (см. рис № 2) 4. Нагреть и облудить паяльник, уложив его так, чтобы рабочая часть была обращена вниз от пламени, а в зоне пламени находилась только утолщенная часть – обушок (см. рис. № 3). Нагретый паяльник уложить на специальную подставку (см. рис. № 4). |
1. 5. Пайка тепловым паяльником.
 Рис. № 1.
Рис. № 1.
  Рис. № 2. Рис. № 3.
Рис. № 2. Рис. № 3.
  Рис. № 4. Рис. № 5.
Рис. № 4. Рис. № 5.
 Рис. № 6.
Рис. № 6.
| 1. Правильно организовать рабочее место (см. рис. № 1). 2. Нагретый паяльник снять с огня; очистить от окалины, погружая его в хлористый цинк (см. рис. № 2). 3. Набрать на паяльник одну-две капли припоя (см. рис. № 3). 4. Двигать паяльником по куску сухого нашатырного спирта (см. рис. № 4), до тех пор, пока конец паяльника не покроется ровным слоем припоя. 5. Протравить места пайки соляной кислотой (см. рис. № 5). 6. Наложить паяльник на место спая (см. рис. № 6), немного придерживая его на одном месте для прогрева спаиваемых поверхностей, затем медленно и равномерно перемещать по месту спая. Расплавленный припой, стекая с паяльника, заполняет зазоры шва (0, 05 – 0, 15 мм). 7. Охлажденный пропаянный шов очистить, промыть, протереть сухой ветошью; снять напильником или шабером излишки припоя. 8. Проверить паяный шов внешним осмотром (недопустимы непропаянные места; в местах спая не должно быть трещин). |
1. 6. Пайка электрическим паяльником.
  Рис. № 1.
Рис. № 1.
 Рис. № 2. Рис. № 2.
 Рис. № 3. Рис. № 3.
| 1. Подготовить и проверить электрический паяльник (см. рис. № 1). 2. Очистить место спая от грязи, коррозии и жировых пятен. 3. Заправить личным напильником рабочую часть паяльника (см. рис. № 2). 4. Подключить паяльник к электросети, положив его на подставку-стойку. 5. Очистить от окалины рабочую часть паяльника, взять на нее от прутка две-три капли припоя и облудить паяльник (см. рис. № 3, операции проводить так же, как при пользовании тепловым паяльником). 6. Наложить паяльник на место спая и без отрыва перемещать его в одном направлении вдоль шва, заполняя припоем зазор. |
| 2. Лужение поверхности | |
| 2. 1. Подготовка поверхности к лужению. | 1. Механическая очистка:
|
2. 2. Лужение поверхности.
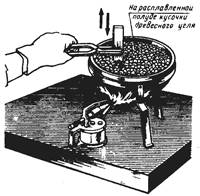 Рис. № 1. Рис. № 1.
 Рис. № 2. Рис. № 2.
 Рис. № 3. Рис. № 3.
| 1. Погружением: · Подготовить чистую металлическую посуду (тигель) и заложить в нее олово. · Расплавить в тигле олово, насыпая на поверхность кусочки древесного угля (см. рис. № 1). · Взять очищенную заготовку плоскогубцами или кузнечными клещами и медленно погрузить ее на 1 мин в раствор хлористого цинка, а затем на 4-5 мин (до прогрева) – в расплавленное олово (полуду). · Вынуть заготовку и быстро встряхнуть; излишнюю полуду снять, протирая поверхность паклей, обсыпанной порошком сухого нашатырного спирта. · Промыть заготовку в воде и просушить в древесных опилках. 2. Растиранием: · Надев брезентовые перчатки, тщательно очистить места лужения. · На очищенное место волосяной щеткой или помазком из пакли нанести раствор хлористого цинка и посыпать его порошком сухого нашатырного спирта. · Равномерно нагреть поверхность заготовки паяльной лампой до температуры плавления полуды, которую наносить от прутка (см. рис. № 2) распределяя по всей поверхности лужения. · Взять пучок пакли, обсыпанной порошком нашатырного спирта, и растирать нагретую поверхность так, чтобы на ней полуда распределялась равномерным слоем (см. рис. № 3). · После лужения и охлаждения поверхность протереть смоченным песком, промыть водой и высушить в древесных опилках. · Контроль качества провести визуально. |
| 3. Пайка твёрдыми припоями | |
3. 1. Подготовка к пайке.
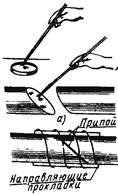  Рис. № 1. Рис. № 2.
Рис. № 1. Рис. № 2.
| 1. Тщательно очистить соединяемые поверхности от грязи, окалины, жиров. 2. Плотно подогнать спаиваемые места. 3. Протравить места спая 25%-ным раствором серной кислоты (см. рис. № 1). 4. Подготовить медно-цинковый припой, нарезав его пластинками. 5. Уложить припой на места пайки и скрепить его тонкой вязальной проволокой с соединяемыми заготовками (от смещения относительно направляющих прокладок) (см. рис. № 1). 6. Разжечь источник теплоты – паяльную лампу (см. рис. № 2), газовую горелку, горн или включить муфельную печь. |
| 3. 2. Пайка металла. | 1. Осторожно ввести в зону пламени спаиваемые заготовки и внимательно следить за процессом плавления (нагрев вести медленно, пока припой полностью не расплавится и не заполнит зазоры в местах соединения). 2. Медленно охладить деталь. 3. Зачистить шов от излишков припоя. 4. Промыть и высушить деталь. 5. Контроль качества провести визуально. |
| 4. Склеивание заготовок | |
 Рис. № 1. Рис. № 1.
 Рис. № 2. Рис. № 2.
 Рис. № 3. Рис. № 3.
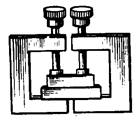 Рис. № 4. Рис. № 4.
| 1. Подготовить места склеивания: · Очистить от грязи, ржавчины, следов жира и масла (ацетон, бензин). · Просушить поверхности. 2. Подогнать соединяемые поверхности; обработать их с целью образования шероховатости (см. рис. № 1). 3. Подобрать клей в зависимости от склеиваемых материалов (по таблицам) и назначения клеевого соединения. 4. Нанести на одну сторону каждой заготовки вручную (кистью, шпателем или пульверизатором) ровный и тонкий (0, 5 – 0, 1 мм) слой клея, в котором не должно быть пузырьков (см. рис. № 2). 5. При необходимости выдержать заготовки на воздухе при комнатной температуре (для удаления влаги). 6. Совместить заготовки и притереть их (см. рис. № 3). 7. Сжать склеиваемые заготовки в приспособлении (см. рис. № 4); при сжатии следить за точным их совпадением и плотным прилеганием. Выдержать детали под давлением, в зависимости от марки клея (по справочникам). 8. Удалить наплывы клея. 9. При необходимости произвести термообработку (полимеризация клея при температуре 60-200º С в течении 0, 5-3, 5 часа). 10. Проверить качество склеивания (с помощью лупы, ультразвуковых установок или испытания мест склеивания на сдвиг). |
Задание:
1. Записать инструкционно-технологическую карту в конспект.
Фото конспекта присылать личным сообщением в ВК или присылать на почту julia19546_@mail. ru
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|