- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
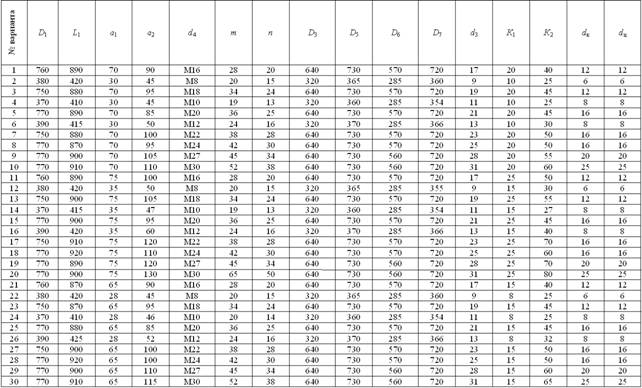
Ступица. Стенка торцевая
10. ГРАФИЧЕСКое ЗАДАНИе 4 «рАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ»
10. 1 Введение
Основной целью выполнения задания является приобретение студентами навыков в выполнении и оформлении сборочных чертежей и составлении на них спецификации, а также знакомство с проектированием, изображением и обозначением неподвижных соединений деталей машин на чертежах.
К неподвижным соединениям относятся неразъемные и разъемные соединения.
Неразъемные соединения деталей – соединения, при которых одна деталь не может быть отделена от другой без нарушения формы хотя бы одной из них или соединяющего их элемента. К таким соединениям относятся заклёпочные, сварные, паяные, клеевые и др.
Разъемные соединения деталей – соединения, в которых одна деталь может быть отделена от другой без нарушения их формы или соединяющего их элемента. Различают два следующих вида разъемных соединений:
1. Неподвижные разъемные соединения деталей – соединения, в которых детали не могут перемещаться одна относительно другой.
2. Подвижные разъемные соединения деталей – соединения, в которых одна деталь может перемещаться относительно другой.
К неподвижным разъемным соединениям относятся резьбовые соединения, т. е. соединения деталей при помощи резьбовых изделий: болтов, винтов, шпилек, гаек и т. д.; шпоночные и шлицевые соединения, где такие детали как вал, зубчатое колесо или шкив соединены друг с другом посредством шпонок или шлицов; штифтовые соединения, предназначенные для точного взаимного фиксирования деталей друг относительно друга.
Подвижные разъемные соединения в данном задании не рассматриваются.
На чертежах используются различные изображения соединений деталей: полные, упрощенные и условные, а в ряде случаев применяются и дополнительные условные обозначения, например, для обозначения резьбы, сварки, пайки и т. д.
Выполнение задания требует знания следующих ГОСТов: 2. 301-68 " Форматы", 2. 302-68 " Масштабы", 2. 303-68 " Линии", 2. 304-81 " Шрифты чертежные", 2. 305-68 " Изображения, виды, разрезы, сечения", 2. 306-68 " Обозначения графические материалов и правила их нанесения на чертежах", 2. 307-68 " Нанесение размеров и предельных отклонений", 2. 311-68 " Изображение резьбы", 2. 315-68 " Упрощенное и условное изображение крепежных изделий".
10. 2 Содержание задания
Задание представляет собой сборочный чертеж приводного барабана ленточного конвейера.
Сборочный чертеж – документ, содержащий изображение сборочной единицы в достаточном количестве видов с применением необходимых разрезов, сечений, выносных элементов и других данных, необходимых для ее сборки, изготовления и контроля. Сборочный чертеж (согласно ГОСТ 2. 102-68) является обязательным при сдаче технической документации на изделие.
Сборочный чертеж в соответствии с требованиями ГОСТ 2. 109-73 должен содержать следующие элементы:
а) изображение сборочной единицы, дающее представление о расположении и взаимной связи составных частей;
б) размеры, предельные отклонения и другие параметры и требования, которые должны быть выполнены или проконтролированы в сборочной единице;
в) указания о выполнении неразъемных соединений, если точность достигается пригонкой или подбором;
г) номера позиций составных частей, входящих в данное изделие;
д) габаритные, установочные, присоединительные и другие справочные размеры;
е) техническую характеристику изделия (масса, число оборотов, мощность и пр. ).
По выполненному сборочному чертежу составляется спецификация в соответствии с ГОСТ 2. 108-68. Спецификация представляет собой текстовый конструкторский документ, определяющий состав сборочной единицы, комплекса или комплекта и необходимой для комплектования и изготовления конструкторских документов, планирования и запуска изделий в производство.
10. 3 Выполнение чертежа приводного барабана
Чертеж выполняется на листе формата А1 с размерами сторон 594 × 841 мм и имеет основную надпись по ГОСТ 2. 104-68.
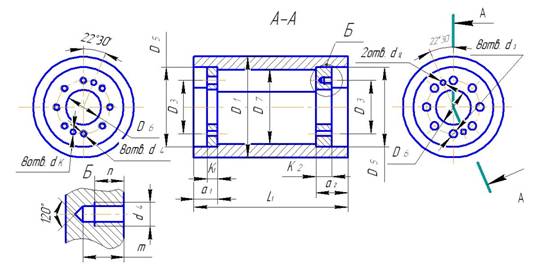
По цифровым данным варианта и конструктивным размерам отдельных деталей, входящих в сборочную единицу, в соответствии с принятым масштабом по ГОСТ 2. 302-68 выполняется чертеж приводного барабана ленточного конвейера. При выполнении чертежа барабана порядок расположения видов, разрезов и сечений должны соответствовать ГОСТ 2. 305-68. При этом рекомендуется выполнить на месте главного вида ломаный разрез и вид слева (см. рис. 92). Для наглядности на рис. 93 приводится трёхмерное изображение приводного барабана в разрезе.
Конструкция деталей, стандартные изделия, входящие в сборочный чертеж, приведены в приложениях 6-9.
При выборе конструктивных размеров болтов, шпилек, гаек, шайб, штифтов, шплинтов, шпонок, заклепок в соответствии с выбранным вариантом следует пользоваться справочником.
Выполняя разрезы и сечения, следует помнить следующие правила, относящиеся к сборочному чертежу:
1) для всех разрезов, сечений одной и той же детали следует выполнять штриховку с наклоном линий под углом 45° (металлические изделия) в одну и ту же сторону с равным расстоянием между штрихами;
2) при стыке двух рассеченных деталей штриховка выполняется для одной из них с наклоном вправо, а для другой – влево;
3) валы, заклепки, болты и т. д. – при продольном разрезе (если секущая плоскость проходит вдоль оси такого элемента) показывают не рассеченными.
Примечание: При вычерчивании сборочного чертежа приводного барабана допускается упрощение изображения крепежных деталей резьбовых соединений (болты, шпильки, гайки, шайбы, шплинты). На упрощенное изображение крепежных деталей распространяется ГОСТ 2. 315-68.
На сборочном чертеже можно не показывать фаски, скругления, проточки, углубления, выступы, накатки, насечки и другие мелкие элементы.
После выполнения ломаного разреза и вида барабана слева следует выполнить выносные элементы следующих соединений:
1) болтового соединения левой торцевой стенки к обечайке барабана;
2) шпилечного соединения правой торцевой стенки к обечайке барабана;
3) соединения коническим штифтом, попавшим в разрез и фиксирующим левую торцевую стенку;
4) соединения цилиндрическим штифтом, попавшим в разрез и фиксирующим правую торцевую стенку;
5) заклепочного соединения ступицы к торцевой стенке барабана. Каждый выносной элемент выполняется отдельно в большем масштабе, чем чертеж барабана. Вычерчивается изображение представленного соединения подробно без упрощений. Выносные элементы на чертеже отмечают замкнутой сплошной тонкой линией и обозначают на полке линии-выноски римской цифрой порядковый номер. Над изображением выносного элемента указывают его цифровое обозначение и масштаб, если он не соответствует масштабу чертежа. Например, І (4: 1).
Также необходимо выполнить вынесенные сечения сварного шва цилиндра барабана и шпоночного соединения ступицы с валом барабана.
Вынесенные сечения выполняются на любом месте поля чертежа в большем масштабе, чем изображение барабана. На сечениях показывают особенности соединения сопрягаемых деталей с соответствующими посадочными и присоединительными размерами.
В соответствии с ГОСТ 2. 305-68 место разреза и вынесенного сечения секущей плоскостью показывают разомкнутой линией, а направление взгляда – стрелками, обозначая их заглавными буквами русского алфавита. Над изображением вынесенного сечения указывают его буквальное обозначение и масштаб, если он не соответствует масштабу чертежа. Например, В-В (2: 1).
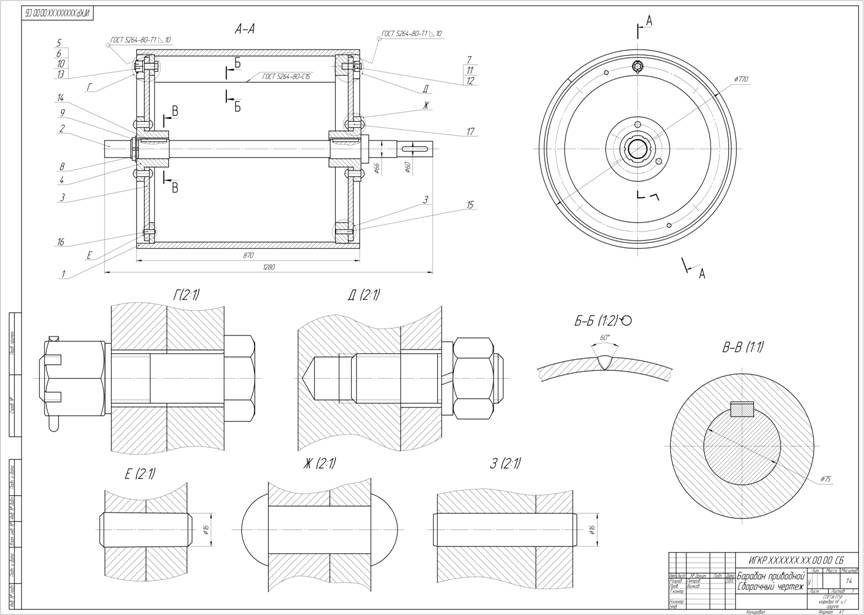
Рис. 92
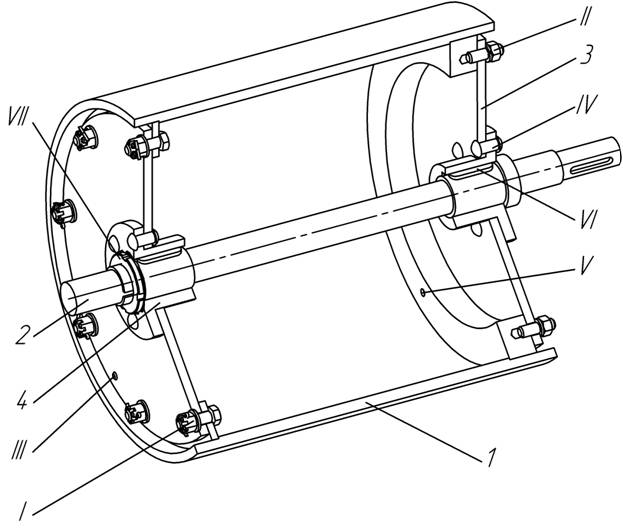 Рис. 93
Рис. 93
1 - Обечайка барабана, 2 – Вал, 3 – Стенка торцевая, 4 – Ступица. I – Болтовое соединение,
II – Шпилечное соединение, III – Штифтовое ( конический штифт) соединение, IV - Заклепочное соединение,
V – Штифтовое ( цилиндрический штифт) соединение, VI – Шпоночное; соединение, VII – Крепление вала.
На сборочном чертеже приводного барабана проставляются следующие размеры:
1. Габаритные (размеры изделия по высоте, ширине и длине).
2. Установочные (размеры, определяющие взаимное положение сопрягаемых деталей в изделии). К ним относятся посадочные размеры соединения ступиц барабана с валом. На чертеже в сечении В-В указан установочный размер Æ 75.
3. Присоединительные (размеры, определяющие величины элементов, по которым данное изделие устанавливают на месте монтажа или присоединяют к другому изделию). На чертеже барабана указывают диаметры посадочных шеек под подшипники и полумуфту.
Обечайка приводного барабана ленточного конвейера выполнена при помощи ручной дуговой электросварки. Цилиндр барабана сваривается в стык и к нему привариваются два кольца для крепления торцевых стенок.
ГОСТ 2. 312-72 устанавливает изображение и обозначение швов сварных соединений на чертежах: границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями. При необходимости на чертеже проставляются размеры конструктивных элементов шва.
Независимо от способа сварки видимый шов изображается сплошной основной линией, а невидимый – штриховой линией.
На изображении сварного шва различают лицевую и оборотную сторону. Лицевой стороной одностороннего шва считают ту сторону, с которой производится сварка. Следовательно, изображение невидимого шва следует рассматривать как его оборотную сторону.
От изображения шва проводят линию-выноску, заканчивающуюся с одной стороны односторонней стрелкой, с другой – полкой. На полке линии-выноски располагают условное обозначение сварного шва. Если условное обозначение шва показывают с лицевой стороны, то его наносят над полкой линии-выноски, если же с оборотной, то под полкой линии-выноски.
Условные обозначения швов сварных соединений состоят из следующих элементов:
1) вспомогательный знак сварного шва по замкнутой линии  диаметром 3÷ 5 мм или монтажного шва é;
диаметром 3÷ 5 мм или монтажного шва é;
2) обозначение стандарта на типы и конструктивные элементы (например, ГОСТ 5264-80) на сварные соединения из углеродистой стали, выполняемые ручной дуговой сваркой;
3) буквенно-цифровое обозначение вида и типа шва, где буквенная часть определяется видом соединения, а цифровая определяется конструктивным типом шва, т. е. скос кромок и т. д. (например, С15 – стыковой двухсторонний шов со скосом двух кромок; Т1 – тавровый шов);
4) условное обозначение способа сварки (при ручной дуговой сварке разрешается не указывать);
5) знак равнобедренного прямоугольного треугольника  с простановкой размера катета шва (например, 6 – катет шва 6 мм);
с простановкой размера катета шва (например, 6 – катет шва 6 мм);
6) параметры для прерывистого шва и размер шага (например, 50Z100 – шов прерывистый с шахматным расположением, длина провариваемого участка 50 мм, шаг 100 мм);
7) вспомогательные знаки на снятие со шва напряжений и чистоты обработки (указываются при необходимости).
Для составления спецификации на сборочном чертеже барабана все составные части изделия нумеруются. Номера позиций проставляются на полках линий-выносок, которые проводят от изображений составных частей изделия.
Линия-выноска начинается на изображении составной части изделия в виде точки и заканчивается за пределами изображения горизонтальной полкой. Длина полки должна быть 10÷ 12 мм. Линии-выноски не должны пересекаться между собой и быть параллельными линиям штриховки. Линии-выноски по возможности не должны пересекать линии размеров и изображения других составных частей изделия.
Номера позиций на полках указываются на чертеже один раз за исключением случаев, когда на чертеже имеются одинаковые составные части.
Все повторяющиеся номера выполняются на двойной полке. Номера позиций указывают на полках, параллельных основной надписи вне контура изображений и группируют в строчку по горизонтали или в колонку по вертикали на одной линии вокруг основных видов или разрезов, изображенных на чертеже изделия. Шрифт номеров позиций должен быть на один-два размера больше, чем шрифт размерных чисел, например, если размерные числа по высоте составляют 5 мм, то номера позиций составляют 7 или 10 мм.
10. 4 Составление спецификации
Спецификацию составляют по ГОСТ 2. 108-68 на отдельных листах бумаги формата А4 с размерами 210 × 297 мм на каждую сборочную единицу по форме 2 для первого листа и по форме 2а для последующих листов. Разбивка листа на графы и размеры основной надписи для каждого листа дается в ГОСТ 2. 108-68 и ГОСТ 2. 104-68, краткое изложение представлено в справочнике в разделах " Оформление чертежей" и " Чертежи сборочных единиц и деталей".
Спецификация состоит из восьми разделов, которые располагают в следующей последовательности: документация; комплексы; сборочные единицы; детали; стандартные изделия; прочие изделия; материалы; комплекты.
Наличие разделов определяется составом изделия. Наименование каждого раздела указывается как заголовок в графе " Наименование" и подчеркивается сплошной тонкой линией. Ниже и выше каждого заголовка должен быть оставлен свободный пробел не менее одной свободной строки. Заполнение спецификации производится сверху вниз.
В разделе " Документация" записываются документы в последовательности, указанной в ГОСТ 2. 102-68, т. е. сборочный чертеж, чертеж общего вида, габаритный чертеж, монтажный чертеж, схемы, пояснительная записка и т. д.
В разделы " Комплексы", " Сборочные единицы", " Детали" записывают комплексы, сборочные единицы и детали, входящие в изделие. Запись внутри каждого раздела производят в алфавитном порядке.
В раздел " Стандартные изделия" записывают изделия, выполняемые по государственным и другим стандартам (например, болты, винты, шпильки, гайки, шайбы, шплинты, шпонки и т. д. ).
Запись производится по группам изделий, а в пределах каждой группы – в алфавитном порядке и в порядке возрастания основных параметров или размеров изделия с указанием его условного обозначения.
В раздел " Прочие изделия" записывают покупные изделия, т. е. изделия, взятые по каталогам и прейскурантам.
В раздел " Материалы" записывают материалы, входящие в специфицируемое изделие, в следующей последовательности: черные металлы; магнитоэлектрические и ферромагнитные материалы; цветные, благородные и редкие металлы; кабели, провода и шнуры; пластмассы и пресс материалы; бумажные и текстильные, резиновые, кожевенные материалы; лесоматериалы; лаки, краски и др.
В раздел " Комплекты" вносят ведомость эксплуатационных документов; комплекты монтажных, сменных, запасных частей; инструмента и принадлежностей, тары и др.
Рассмотрим заполнение граф спецификации по горизонтали.
В графе " Формат" указывают размеры формата, на котором выполнен чертеж детали или иной конструкторский документ. Графу не заполняют для разделов " Стандартные изделия" и " Материалы". Для деталей, на которые не выполнены чертежи, в графе указывают: БЧ (без чертежа).
В графе " Зона" указывают обозначение зоны, в которой находится номер позиции, записываемой составной части изделия, если чертеж разделен на зоны по ГОСТ 2. 104-68.
В графе " Позиция" указывают порядковые номера составных частей изделия в последовательности их записи в спецификации. Для разделов " Документация" и " Комплекты" графу не заполняют.
В графе " Обозначение" указывают обозначение конструкторского документа в соответствии с ГОСТ 2. 201-80. Эту графу не заполняют для разделов " Стандартные изделия" и " Материалы".
На учебном чертеже графу " Обозначение" заполняют в следующей последовательности:
а) проставляют начальные прописные буквы изучаемой дисциплины (например, ИГ – Инженерная графика, КР – курсовая работа);
б) проставляют шестизначное число номера зачетки;
в) следующие две цифры указывают вариант выполняемой работы (например, 04 –четвертый вариант, 05 – пятый вариант и т. д. );
г) следующие две цифры указывают порядковый номер сборочных единиц, входящих в специфицируемое изделие (например, 01, 02 и т. д. ); на сборочном чертеже приводного барабана эти цифры заменяются нулями;
д) последние две цифры на сборочном чертеже остаются свободными (проставляются нули – 00), а на рабочих чертежах указывают порядковый номер детали, входящий в этот чертеж (например, 01 – первая деталь, 02 – вторая деталь и т. д. ).
Рассматривая вышеприведенные буквы и цифры, в графу " Обозначение" следует записать: ИГКР. 081267. 03. 00. 00 СБ – для сборочного чертежа приводного барабана; ИГКР. 081267. 03. 01 СБ – для сборочной единицы – обечайки барабана (где СБ – обозначение чертежа сборочной единицы); ИГКР. 081267. 03. 00. 01, ИГКР. 081267. 03. 00. 02 и т. д. – для деталей приводного барабана.
В графе " Наименование" указывают:
- для документов только их наименование, например, " Сборочный чертеж", " Габаритный чертеж" и т. д.;
- для сборочных единиц и деталей – их наименование в соответствии с основной надписью на чертежах этих изделий; для деталей, на которые не выпущены чертежи, указывают их наименование, материал, а также размеры, необходимые для их изготовления;
- для стандартных изделий и материалов – их наименования и условные обозначения в соответствии со стандартами или техническими условиями.
В графе " Количество" указывают количество составных частей, входящих в одно изделие, а для материалов – количество материала на одно изделие с указанием единицы измерения.
В графе " Примечание" указывают дополнительные сведения, относящиеся к изделиям, документам и материалам, внесенным в спецификацию.
.
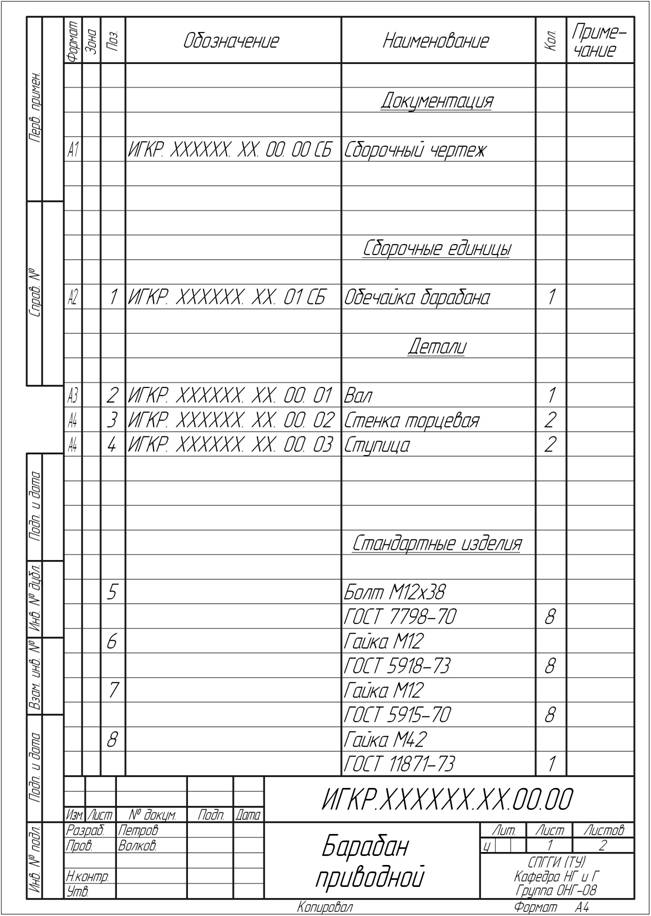
Рис. 94 Пример составления спецификации для приводного барабана конвейера
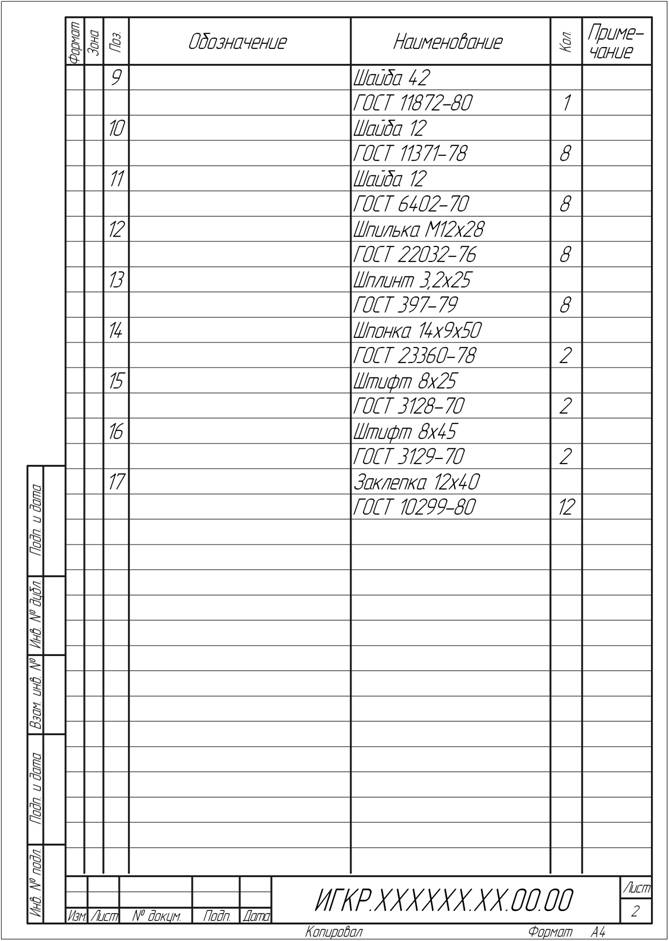
Рис. 94 Пример составления спецификации для приводного барабана конвейера (продолжение)
Приложение 6
Вал
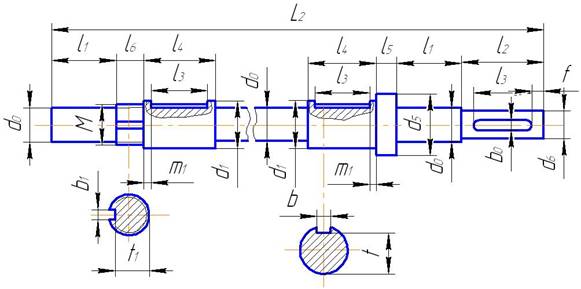
| № варианта | d1 | L2 | l1 | l2 | l3 | l4 | l5 | d0 | l6 | d5 | d6 | m1 | b1 | f | b | t | t1 | b0 | M |
Приложение 7
Ступица
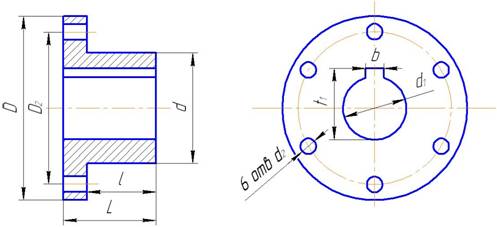
| № варианта | D | d | L | d1 | L | d2 | D2 | b | t1 |
| 85, 4 | |||||||||
| 43, 3 | |||||||||
| 80, 4 | |||||||||
| 38, 3 | |||||||||
| 85, 4 | |||||||||
| 48, 8 | |||||||||
| 85, 4 | |||||||||
| 80, 4 | |||||||||
| 85, 4 | |||||||||
| 85, 4 | |||||||||
| 85, 4 | |||||||||
| 43, 3 | |||||||||
| 80, 4 | |||||||||
| 38, 3 | |||||||||
| 85, 4 | |||||||||
| 48, 8 | |||||||||
| 85, 4 | |||||||||
| 80, 4 | |||||||||
| 80, 4 | |||||||||
| 80, 4 | |||||||||
| 85, 4 | |||||||||
| 43, 3 | |||||||||
| 80, 4 | |||||||||
| 38, 3 | |||||||||
| 85, 4 | |||||||||
| 48, 8 | |||||||||
| 85, 4 | |||||||||
| 80, 4 | |||||||||
| 85, 4 | |||||||||
| 85, 4 |
Приложение 8
Стенка торцевая
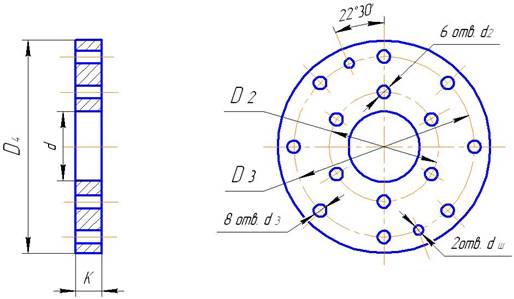
| № варианта | d | D4 | K | D2 | D2 | D3 | d3 | Dш |
Приложение 9
Обечайка барабана
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|