- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
3. Актуализация опорных знаний студентов.
3. Актуализация опорных знаний студентов.
Вопрос аудитории:
1. Знаете ли вы что такое слесарные работы?
2. Знаете ли вы чем занимается слесарь?
3. Знаете ли вы каким инструментом чаще всего работает слесарь?
4. Знаете ли вы где работает слесарь?
4. Мотивация учебной деятельности.
Слесарные работы - обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулировкой. Слесарные работы выполняются при помощи ручного или механизированного слесарного инструмента или на станках и являются очень важными на производстве в современном мире.
Усвоение новых знаний.
План лекции:
1. Общая характеристика технологии слесарных работ.
2. Оборудование рабочего места слесаря.
3. Правила охраны труда при выполнение и завершении слесарных работ.
5. Обобщение и систематизация знаний, навыков.
Фронтальный опрос:
1. Дать формулировку слесарные работы?
2. Описать виды слесарных работ?
3. Перечислить технологию выполнения операций?
4. Безопасность труда при выполнении слесарных работ?
6. Подведение итогов занятия.
7. Домашнее задание:
конспект, [1]с. 8-27.
Лекция.
Тема 1. Сведенья о слесарном деле.
Слесарные работы - обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулировкой. Слесарные работы выполняются при помощи ручного или механизированного слесарного инструмента или на станках.
В современном машиностроении роль слесарных работ чрезвычайно велика: ни одна машина, механизм или прибор не могут быть собраны и отрегулированы без участия слесарей.
Слесарные работы стали охватывать различные виды производства. По этой причине слесари-универсалы стали подразделяться по видам работ:
слесари-сборщики, собирающие машины и механизмы;
слесари-ремонтники, осуществляющие техническое обслуживание и ремонт машин и механизмов;
слесари-инструментальщики, обеспечивающие производство инструментами и приспособлениями;
слесари по монтажу приборов, выполняющие установку их на место, подвод различных видов энергии и т. д.
Изучение слесарного дела необходимо также механизаторам сельского хозяйства, механизаторам в дорожно-строительном деле, водителям автомобилей и др.
Всех слесарей объединяет единая технология выполнения операций, к которым относятся разметка, рубка, правка и гибка, резание металлов, опиливание, сверление, зенкование и зенкерование, развертывание отверстий, нарезание резьбы, клепка, шабрение, распиливание и припасовка, притирка и доводка, пайка, лужение и склеивание.
В результате применения механизированного инструмента, приспособлений и станочного оборудования профессия слесаря стала приближаться к профессиям рабочих- станочников. Теперь от слесаря требуется умение работать на строгальных, шлифовальных, притирочных и других станках.
Объем слесарной обработки в значительной мере характеризуется уровнем технологии и зависит от типа производства.
На предприятиях или в мастерских, выпускающих разнородные изделия в небольших количествах (единичное производство), от слесарей требуется универсальность. Слесарь на таком предприятии выполняет слесарные работы различной сложности. При необходимости он производит ремонт и монтаж станков, изготовляет приспособления.
Значительная доля ручной работы и на предприятиях серийного производства, где изготовляют однородные детали большими партиями, повышается точность механической обработки и соответственно уменьшается объем слесарных работ. Слесарь выполняет ручные работы, которые не могут быть выполнены машиной.
Труд слесаря продолжает оставаться необходимым и на предприятиях массового производства, где однородная продукция выпускается в больших количествах и продолжительное время (год, два и более).
Ручная слесарная обработка менее производительная, чем механическая (на станках) и требует больших физических усилий рабочего. Поэтому там, где это возможно, ручную обработку заменяют механической. Слесарь, работающий на предприятии единичного производства, должен иметь широкий профиль: уметь выполнять работу шлифовщика, токаря, фрезеровщика и т. п.
Рабочего высокой квалификации характеризуют: культура труда, высокие производительность и качество работы.
Культура труда рассматривается как умение и привычка рационально планировать, организовывать и контролировать свою работу.
Производительность труда - плодотворность, продуктивность производственной деятельности людей. Производительность труда измеряется количеством продукции, произведенной работником в сфере материального производства за единицу рабочего времени (час, смену, месяц, год), или количеством времени, которое затрачено на производство единицы продукции.
Одним из важных условий повышения производительности труда является устранение причин, ведущих к потере рабочего времени. Работа должна быть организована так, чтобы каждая минута рабочего времени была использована с максимальной эффективностью.
Надо научиться ценить каждую минуту. Для этого требуется организованность и самодисциплина.
Качество продукции - совокупность свойств продукции, удовлетворяющих определенным потребностям в соответствии с ее назначением.
Качество продукции определяется при одновременном рассмотрении и оценке технических, эксплуатационных, конструкторских, технологических параметров, норм надежности и долговечности, художественно-эстетических свойств и экономических показателей (стоимость производства и эксплуатации).
Показатели качества продукции устанавливаются соответствующими ГОСТами.
Надежность - свойство изделия выполнять заданные функции, сохраняя свои эксплуатационные показатели в заданных пределах в течение требуемого промежутка времени или требуемой наработки.
Надежность в зависимости от назначения изделия и условий его эксплуатации включает: безотказность, долговечность, сохраняемость и ремонтопригодность.
Долговечность - способность изделия сохранять свои свойства (производительность, безотказность, точность и т. п. ) в заданных пределах длительное время. Показателем долговечности может быть ресурс времени или объем работы при установленной загрузке.
На качество работы влияет оптимальный темп (степень скорости) и ритм (чередование). Как при заниженных, так и завышенных темпах работы ослабляется внимание, снижается качество работы, точность движений. При определении ритма работы слесаря учитывают, что операции, требующие концентрации внимания, не должны чередоваться с операциями, в которых применяются быстрые движения.
Профессиональная этика. В сфере конкретной трудовой деятельности рабочего общие принципы Морального кодекса строителя коммунизма дополняются такими характерными для культуры социалистического труда и профессиональной этики гуманными началами, как любовь к своему делу, верность профессиональному долгу и трудовым традициям рабочего класса нашей страны.
Для успешного выполнения производственных заданий недостаточно располагать современным оборудованием, механизмами, приспособлениями, инструментами и квалифицированными рабочими. Нужно соответствующим образом организовать труд. Решению этих задач и способствует научная организация труда (НОТ).
В современных условиях научной считается такая организация труда, которая основывается на достижениях науки и передовом опыте, систематически внедряемых в производство, позволяет наилучшим образом соединить технику и людей в едином производственном процессе, обеспечивает наиболее эффективное использование материальных и трудовых ресурсов, непрерывное повышение производительности труда, способствует сохранению здоровья работника, постепенному превращению труда в первую жизненную потребность и создает моральное удовлетворение работающего.
Научное обоснование любого решения по организации рабочих мест, рационализации трудового процесса в современных условиях становится необходимостью.
Окружающая изо дня в день производственная обстановка оказывает на рабочего и его работу большое влияние. Она может вызвать подъем настроения, активность, желание лучше и больше работать или, наоборот, она может вызвать равнодушие, безразличие и даже уныние, пассивность и нежелание работать. Следовательно, нельзя недооценивать производственную обстановку, необходимо правильно использовать этот резерв улучшения качества работы и повышения производительности труда.
В комплекс НОТ, создающей производственную обстановку, входят такие элементы: оборудование учебных мастерских; организация рабочих мест (планировка, оснащение); организация трудового процесса (рабочая поза, рабочие движения, их элементы); режим труда (темп, ритм труда, утомляемость); санитарно-гигиенические условия труда (микроклимат, шум, вибрации, освещенность, личная гигиена); эстетические условия труда (цветовая окраска, одежда, музыка); безопасные условия труда; противопожарные мероприятия.
Оборудование слесарных мастерских. В слесарных мастерских и на участках располагается оборудование индивидуального и общего пользования. К оборудованию индивидуального пользования относятся верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и простые заточные станки (точильно-шлифовальные), опиловочно-зачистные станки, поверочные и разметочные плиты, винтовой пресс, ножовочный станок, рычажные ножницы, плиты для правки и др. Для размещения заготовок и деталей, приспособлений и инструментов, вспомогательных материалов имеются групповые инструментальные шкафы, стеллажи, столы, тара для заготовок (деталей) и стружки.
Слесарный верстак (рис. 1, а) является основным видом оборудования рабочего места для выполнения ручных работ и представляет собой специальный стол, на котором выполняют слесарные работы. Он должен быть прочным и устойчивым. Каркас верстака сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстаков изготовляют из досок толщиной 50 - 60 мм (из твердых пород дерева). Столешницу в зависимости от характера выполняемых на верстаке работ покрывают листовым железом толщиной 1-2 мм, линолеумом или фанерой. Кругом столешницу окантовывают бортиком, чтобы с нее не скатывались детали.
Под столешницей верстака находятся выдвижные ящики (не менее двух), разделенные на ряд ячеек для хранения в определенном порядке инструментов, мелких деталей и документации.
Слесарные верстаки бывают одноместные и многоместные.
Одноместные слесарные верстаки имеют длину 1000-1200 мм, ширину 700 - 800 мм, высоту 800 - 900 мм, а многоместные - длину в зависимости от числа работающих, ширину ту же, что и одноместные верстаки. Наиболее удобны и более широко применяются одноместные верстаки.
Многоместные слесарные верстаки (рис. 1, б) имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Слесарный верстак (рис. 1, а), применяемый на заводах, состоит из металлического каркаса 7, верстачной доски (столешницы) 2, защитного экрана (металлическая сетка с очень мелкой ячейкой или стекло - плексиглас) 4.
На верстаке располагают параллельные тиски 3, планшет для размещения чертежей 5, светильник 6, кронштейн с полочкой для измерительного инструмента 7, планшет для рабочего инструмента 8.
Под столешницей имеются четыре ящика 9 с отделениями для хранения инструмента и две полки 10 для хранения деталей и заготовок. К ножке верстака крепится откидное сиденье 7 7.
Широко применяется в мастерских профтехобразования верстак, Исключающий применение подставок и допускающий регулирование подъема тисков на нужную высоту (рис. 2). В каркасе 2 этого верстака прочно закреплена толстостенная труба 3 с резьбой, внутрь которой входит стальной хвостовик. Тиски поднимаются вращением рукой надетого на винт / моховичка 8.
Верстак снабжен защитным экраном из металлической сетки 4 высотой 1 м с ячейками не более 3 мм или прозрачного плексигласа, полочкой 5 для измерительного инструмента, планшетами 6 для рабочего инструмента, которые вместе с инструментом укладываются в ящик. Деревянная столешница верстака вместо бортиков окантована рамкой 7 из алюминиевого уголка.
Заслуживает внимания планшет-кассета, представляющий собой рамку, одна часть которой закрыта прозрачным оргстеклом, а обратная - крышкой-задвижкой. В планшет закладывают чертежи по ряду заданий. Планшет устанавливают в планку с пазом вертикально или горизонтально.
Применение планшета-кассеты позволяет иметь несколько чертежей, не требует картона для наклейки, покрытия чертежа защитным слоем и, кроме того, позволяет долгое время сохранять чертежи чистыми.
Для работы механизированным инструментом к верстаку подводится силовая электрическая линия и магистраль сжатого воздуха.
Для выполнения слесарных работ непосредственно у машин широко применяют передвижные (на роликах) верстаки. Когда слесарю приходится перемещаться по фронту работы, он пользуется передвижным верстаком (рис. 3).
При выполнении слесарных работ часто приходится пользоваться ящиками с набором слесарного инструмента (рис. 4), а также инструментальными сумками (рис. 5).
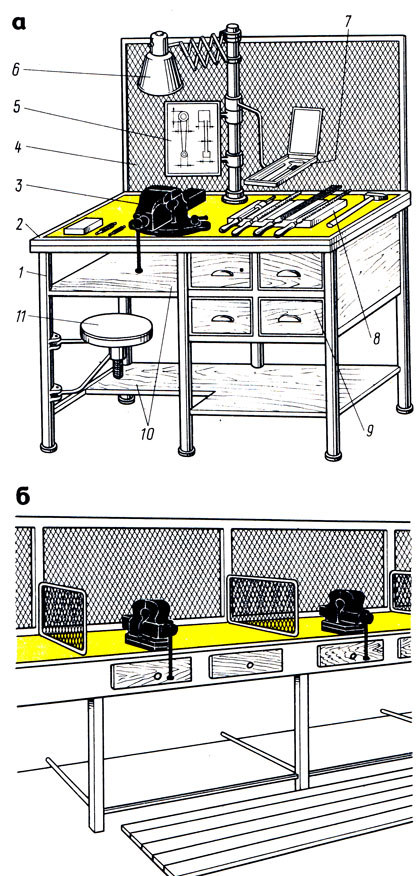
Рис. 1. Одноместный (а) и многоместный (б) слесарные верстаки: 1 - каркас, 2 - столешница, 3 - тиски, 4 - защитный экран, 5 - планшет для чертежей, 6 - светильник, 7 - полочка для инструмента, 8 - планшет для рабочего инструмента, 9 - ящики, 10 - полки, 11 - сиденье
Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски свое название получили от способа крепления их на деревянном основании в виде стула, в дальнейшем. они были приспособлены для закрепления на верстаках.
Стуловые тиски (рис. 6, а) изготовляют четырех типов из кованой стали с шириной губок 100, 130, 150, 180 мм, наибольшее раскрытие губок 90, 130, 150 и 180 мм соответственно.
Стуловые тиски состоят из подвижной 4 и неподвижной 5 губок. На конце неподвижной части находится лапа 7 для крепления тисков к столу, а ее удлиненный стержень 8 заделывают в деревянное основание и зажимают скобой. Губки сдвигаются вращением рычага 7 винта 3, имеющего прямоугольную резьбу, а раздвигаются при помощи плоской пружины 2 при вывинчивании из втулки гайки 6 винта 3.
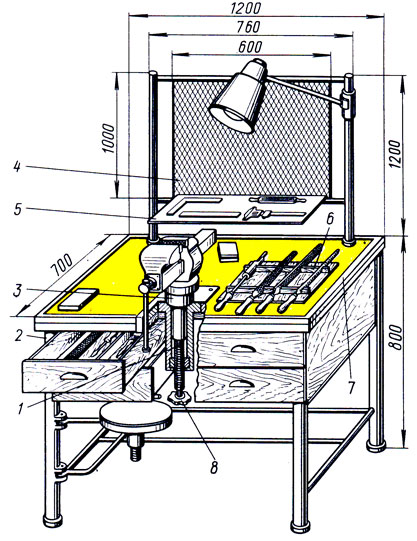
Рис. 2. Слесарный верстак с регулируемыми по высоте тисками: 1 - винт подъема, 2 - каркас, 3 - труба, 4 - сетка, 5 - полочка, 6 - планшет, 7 - рамка, 8 - маховичок
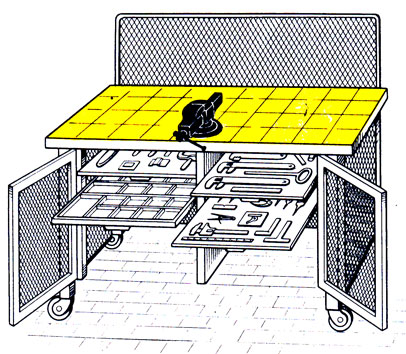
Рис. 3. Передвижной верстак
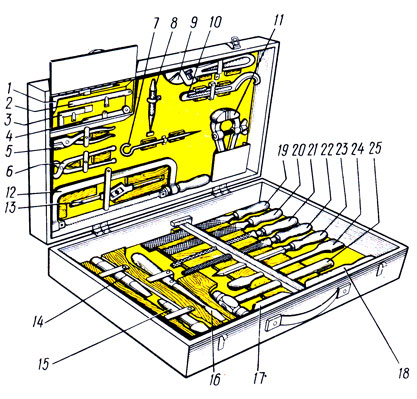
Рис. 4. Ящик с набором слесарного инструмента: 1 - штангенциркуль, 2 - линейка, 3 - угольник 90°, 4 - циркуль разметочный, 5 - плоскогубцы, 6 - клещи, 7 - чертилка, 8 - кернер, 9 - ключ раздвижной, 10 - ключ для круглых гаек, 11 - тиски ручные, 12 - ножовка, 13 - клупп, 14 - зубило, 15 - крейцмейсель, 16 - отвертка, 17 - скребок для очистки напильников, 18 - щетка для очистки напильников, 19 - напильник плоский драчевый, 20 - напильник плоский личной, 21 - напильник трехгранный, 22 - напильник круглый личной, 23, 24 - шаберы, 25 - молоток
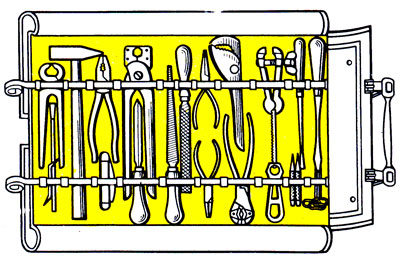
Рис. 5. Инструментальная сумка
Преимуществами стуловых тисков являются простота конструкции и высокая прочность. Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок (рис. 6, 6), а широкие - только нижними (рис. 6, в), что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
Стуловые тиски применяют редко, только для выполнения грубых тяжелых работ, связанных с применением ударной нагрузки, - при рубке, клепке, гибке и пр.
Параллельные тиски с ручным приводом выпускают трех типов: I - тиски общего назначения, 11 - тиски с поворотной губкой и III - тиски с дополнительными губками для труб.
Поворотные параллельные тиски - тип II (рис. 7) могут поворачиваться на любой угол. Эти тиски в корпусе неподвижной губки 9 имеют сквозной прямоугольный вырез, в который помещена гайка 10 зажимного винта. В вырез входит прямоугольный со сквозным отверстием призматический хвостовик подвижной губки 7. Зажимной винт 7 7, пропущенный через отверстие корпуса подвижной губки, закреплен стопорной планкой 6. При вращении зажимного винта в ту или другую сторону при помощи рычага 5 винт будет ввинчиваться в гайку 10 или вывинчиваться из нее и соответственно перемещать подвижную губку 7, которая, приближаясь к неподвижной губке 9, будет зажимать обрабатываемый предмет, а удаляясь - освобождать.
Неподвижная губка тисков соединена с основанием 3 центровым болтом, вокруг которого и осуществляется необходимый поворот тисков.
Поворотную часть 4 тисков закрепляют в требуемом положении при помощи рукоятки 2 болтом 7.
Корпус параллельных слесарных тисков изготовляют из серого чугуна. Для увеличения срока службы тисков к рабочим частям губок прикрепляют винтами стальные (из инструментальной стали У8) призматические губки В с крестообразной насечкой. При зажиме в тисках на обрабатываемых предметах могут появляться вмятины от насечки закаленных пластин губок. Поэтому для зажима обработанной чистовой поверхности детали (изделия) рабочие части губок тисков закрывают накладными пластинами (" нагубниками" ), изготовленными из мягкой стали, латуни, красной меди, алюминия и др.
Размеры слесарных тисков определяются шириной их губок, которая для тисков с поворотной губкой составляет: 63, 80, 100, 125, 140, 160, 200 мм.
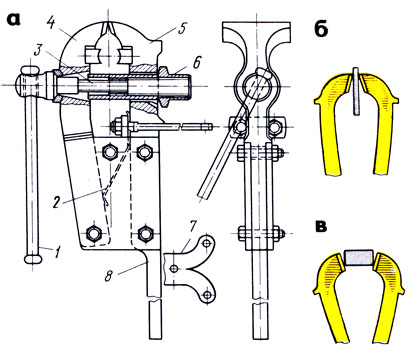
Рис. 6. Тиски стуловые: 1 - рычаг, 2-пружина, а - общий вид, 3- винт, б - зажим верхними краями, 4 - подвижная губка губок, 5 - неподвижная губка, в - зажим нижними краями, 6 - гайками губок; 7 - лапа, 8 - стержень
Не поворотные параллельные тиски - тип I (рис. 8) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную губку 4 и подвижную 2. Для увеличения срока службы рабочие части губок 4 и 2 делают сменными в виде призматических пластинок 3 с крестообразной насечкой из инструментальной стали У8 и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением винта 5 в гайке 7 при помощи рычага /. От осевого перемещения в подвижной губке зажимный винт 5 удерживается стопорной планкой 8.
Тиски с дополнительными губками для труб (рис. 9) кроме общего назначения могут быть использованы для закрепления труб благодаря дополнительному призматическому вырезу.
Диаметры зажимаемых труб: 60, 70, 140 мм.
Несмотря на достоинство параллельных тисков, заключающееся в прочном креплении к верстаку, они имеют недостаток: малая прочность губок. Поэтому для тяжелых работ эти тиски непригодны.
Тиски со свободным ходом (рис. 10) - удобство и быстрота установки деталей. Тиски к верстаку прижимает плита 7. Под внутренней неподвижной губкой 2 - подвижная 3. А между нею и плитой - две пиловидные рейки 4. С ними в зацеплении - зубчатая гайка 6, зафиксированная на винте 5.
Слесарь, поворачивая рукоятку влево, выводит гайку из зацепления с рейками, и потянув рычаг на себя, освобождает подвижную губку. Так легко и просто устанавливается необходимый зазор между сменными щечками 7. Чтобы зажать деталь, нужно проделать эту несложную операцию в обратном порядке.
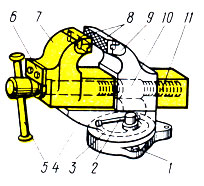
Рис. 7. Тиски с поворотной губкой: 1 - болт, 2 - рукоятка, 3 - основание, 4 - поворотная часть, 5 - рычаг, 6 - стопорная планка, 7 - подвижная губка, 8 - пластинки, 9 - неподвижная губка, 10 - гайка, 11 - винт
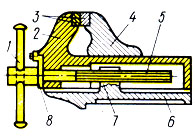
Рис. 8. Тиски общего назначения: 1 - рычаг, 2 - подвижная губка, 3 - пластинки, 4 - неподвижная губка, 5 - винт, 6 - основание, 7 - гайка, 8 - стопорная планка
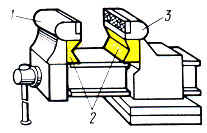
Рис. 9. Тиски слесарные с дополнительными губками для труб: 1 - подвижная губка, 2 - призматические вырезы, 3 - неподвижная губка
Тиски пневматические обеспечивают без применения физической силы быстрый и надежный зажим деталей с постоянным усилием. Время зажима 2 - 3 с, усилие зажима - 300 кгс.
Пневматические тиски с диафрагменным зажимом (рис. 11) состоят из основания 7, поворотной части 2, закрепленной в нужном положении болтами 3, подвижной губки 4, помещенной в пазу поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью. Внутри поворотной части 2 перемещается каретка 6, соединенная ходовым винтом 7 с подвижной губкой 4. Ходовой винт позволяет менять расстояние между обеими губками тисков. В том случае когда воздух не поступает в тиски, их губки под действием пружины 8 находятся в крайнем раздвинутом положении. Когда же сжатый воздух под давлением 5 -6 ат поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 7 7 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 7 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие. В тисках зажимают детали размером не свыше 80 мм.
Тиски пневматические с клиновым зажимом (рис. 12). Эти тиски установлены на корпусе 10 пневматической подставки, в ней профрезерован кольцевой Т-образный паз 6, в который головками входят болты, закрепляющие тиски в нужном положении.
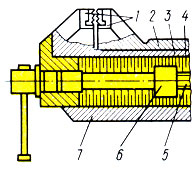
Рис. 10. Тиски слесарные со свободным ходом: 1 - сменные щечки, 2 - неподвижная губка, 3 - подвижная губка, 4 - пиловидная рейка, 5 - винт, 6 - зубчатая гайка, 7 - плита
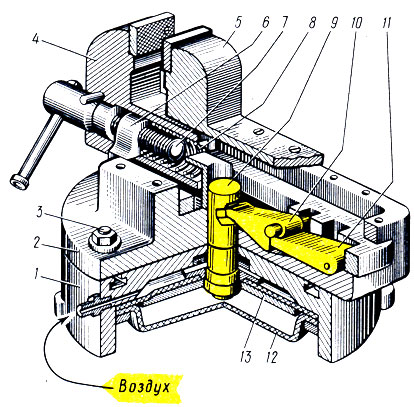
Рис. 11. Пневматические тиски: 1 - основание, 2 - поворотная часть, 3 - болт, 4 - подвижная губка, 5 - неподвижная губка, 6 - каретка, 7 - винт, 8 - пружина, 9 - шток, 10 - рычаг, 11 - толкатель, 12 - резиновая диафрагма, 13 - кольцо
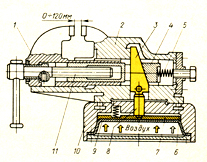
Рис. 12. Тиски пневматические с клиновым зажимом: 1 - подвижная губка, 2 - неподвижная губка, 3 - клин, 4 - фигурная гайка, 5 - пружина, 6 - Т-образный паз, 7 - нажимной диск, 8 - подающий шток, 9 - резиновая мембрана, 10 - корпус, 11 - винт
Тиски состоят из подвижной 7 и неподвижной 2 губок, пневматической камеры с резиновой мембраной 9 и нажимным диском 7, подающего штока 8 и клиновой передачи, в которую входит клин 3 и фигурная гайка 4.
Губки тисков раздвигаются вручную винтом 7 7 на расстояние от 0 до 120 мм, а также при помощи пневматического крана, включаемого от руки или ноги; пневматический привод раздвигает губки на 6 мм.
При зажиме детали винтом 7 7 устанавливают расстояние между губками по размеру детали, после этого подают воздух в пневматическую камеру под мембрану 9. Воздействуя на мембрану, воздух поднимает вверх нажимной диск 7 с подающим штоком 8 и клином 3; своим скосом клин перемещает фигурную гайку 4 и зажимный винт 7 7 с подвижной губкой 7 на 6 мм и закрепляет деталь. Давление в пневматической сети 14кгс/см2, зажимное усилие достигает 2000 кгс.
Для освобождения детали поворачивают ручку ручного крана или отпускают ножную педаль, в результате сжатый воздух из пневматической камеры выходит в атмосферу. Пружина 5 отодвигает фигурную гайку 4 и через винт 7 7, перемещая подвижную губку 7, освобождает деталь.
При работе на тисках следует соблюдать следующие правила:
перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
при креплении деталей в тисках не допускать ударов по рычагу, что может привести к срыву резьбы ходового винта или гайки;
по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
после окончания работ разводить губки тисков, так как в сжатом состоянии возникают излишние напряжения в соединении винта и гайки.
Ручные слесарные тисни применяют для закрепления деталей или заготовок небольших размеров при опиливании или сверлении, которые неудобно или опасно держать руками.
Тиски ручные изготовляют трех типов: 1 - шарнирные, 2 - с коническим креплением, 3 - пружинные.
Ручные тиски (рис. 13, а) изготовляют с шириной губок 36, 40, 50 и 56 мм и раскрытием губок 28, 30, 40, 50 и 55 мм; тип 2 для мелких работ (рис. 13, 6) с шириной губок 6, 10 и 16 мм и раскрытием губок 5, 5 и 6, 5 мм.
Кроме ручных тисков применяют другие конструкции: угловые и со специальными губками. На Минском ордена Ленина автомобильном заводе применяют при опиливании фасок или наклонных поверхностей угловые (косогубые) тиски, которые зажимают в закрепленные на верстаки тиски вместе с обрабатываемым изделием (рис. 14). На рис. 15 показаны тиски со специальными губками (с призматическими вырезами) для закрепления цилиндрических деталей.
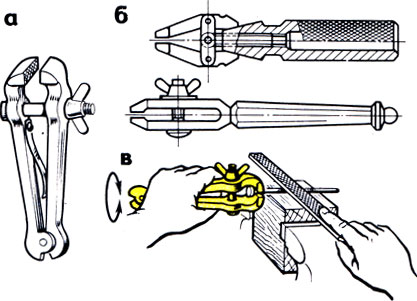
Рис. 13. Ручные тиски: a - с пружиной и пружинным соединением, б - для мелких работ, в - применение
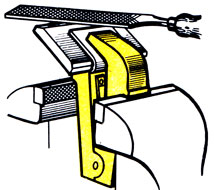
Рис. 14. Угловые (косогубые) тиски
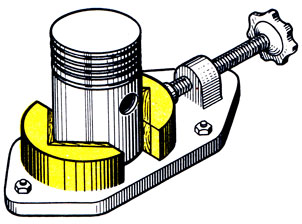
Рис. 15. Тиски со специальными (вырезанными) губками
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда (расположения рабочего места по отношению к другим рабочим местам в мастерской), к расположению оборудования, к местоположению рабочего, оснастки и требования к размещению инструментов, приспособлений (порядок на рабочем месте).
В целях экономии движений и устранения ненужных поисков предметы на рабочем месте делят на предметы постоянного и временного пользования, за которыми постоянно закреплены места хранения и расположения.
Расстояния от тары с заготовками и готовой продукцией и от оборудования (верстака) до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук. При этом учитывают, что при выполнении трудовых приемов, связанных с небольшими сопротивлениями усилию, особенно при необходимости выдержать большую точность при изготовлении деталей, в работу включают мелкие звенья руки (кисть или даже одни пальцы). При выполнении приемов, связанных с усилиями средней величины при их небольших амплитудах, движение совершают за счет мышц плеча и предплечья и, наконец, при выполнении приемов, связанных со значительным усилием (6 - 8 кгс) в движении принимает участие вся рука и даже корпус рабочего.
Между планировкой рабочего места и уровнем обучения и труда учащихся имеется прямая связь. От планировки, т. е. характера размещения на рабочем месте основного и вспомогательного оборудования, заготовок, изготовленных деталей, инструментов и приспособлений, зависит создание условий для высокопроизводительного труда учащихся.
При планировке рабочих мест должны учитываться: зоны досягаемости рук в горизонтальной и вертикальной плоскостях; количество сочленений тела, участвующих в движениях.
Зоны досягаемости рук учащихся в горизонтальной плоскости при работе стоя и сидя показаны на рис. 16, а. Эти зоны определяют, на каком расстоянии от корпуса рабочего должны быть размещены предметы, которыми он пользуется в процессе работы. Соблюдение зон досягаемости избавляет рабочего от лишних движений. Наиболее удобная, оптимальная зона определяется полу дугой радиусом примерно 300 мм для каждой руки. Максимальная зона досягаемости 430 мм без наклона корпуса и 650 мм с наклоном корпуса не более чем на 30° для учащегося среднего роста. Расположение предметов дальше указанных пределов повлечет дополнительные, а следовательно, лишние движения, т. е. вызовет ненужную затрату рабочего времени, ускорит утомляемость работающего и снизит производительность труда.
Зоны досягаемости рук в вертикальной плоскости при работе стоя показаны на рис. 16, б. Эти зоны дают возможность определить наиболее выгодное расположение всех предметов с учетом роста работающего.
Трудовые движения учащихся можно подразделить на пять групп: 1) движение пальцев; 2) движение пальцев и запястья; 3) движение пальцев, запястья и предплечья; 4) движение пальцев, запястья, предплечья и плеча; 5) движение пальцев, запястья, предплечья, плеча и корпуса.
Для снижения утомляемости в движениях работающего должно участвовать наименьшее количество сочленений. Поэтому рабочие места планируют и оборудование расставляют так, чтобы работающий использовал более простые движения, т. е. движения первых трех групп. Движения пятой группы, т. е. всего корпуса, по возможности должны быть устранены. Для этого все предметы, в первую очередь заготовки, располагают на высоте, при которой работающий берет эти предметы руками, не сгибаясь.
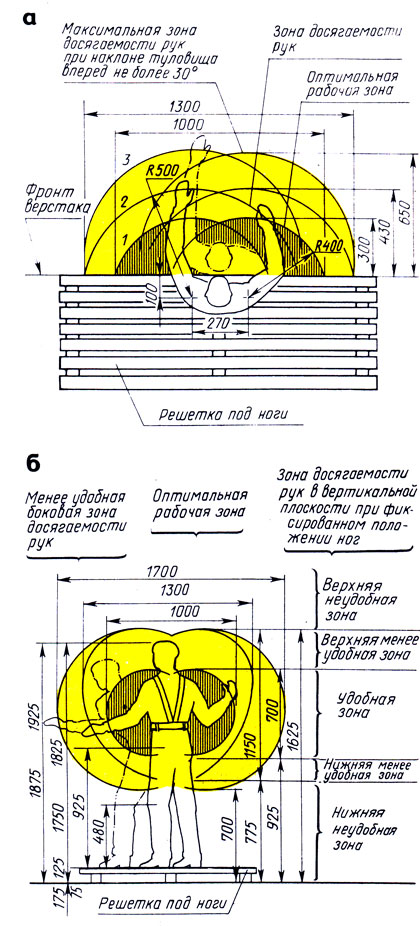
Рис. 16. Классификация рабочих зон в горизонтальной (а) и вертикальной (б) плоскостях
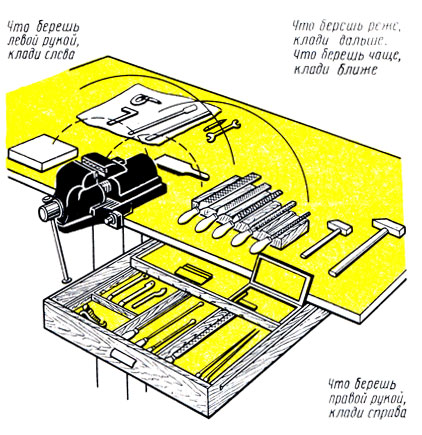
Рис. 17. Расположение инструмента на рабочем месте
Основные требования по соблюдению указанного порядка на рабочих местах состоят в следующем:
все необходимое для работы должно находиться под рукой, чтобы можно было сразу найти нужный предмет;
инструменты и материалы, которые во время работы требуются чаще, размещают ближе к рабочему, а применяемые реже - дальше; все используемые предметы располагают примерно на высоте пояса;
инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой; что берут правой рукой - держать справа, что берут левой - слева (рис. 17); что используют чаще - кладут ближе, что используют реже - дальше;
нельзя класть один предмет на другой или на отделанную поверхность детали;
документацию (чертежи, технологические или инструкционные карты, наряды и др. ) держат в удобном для пользования и гарантированном от загрязнения месте;
заготовки и готовые детали хранят так, чтобы они не загромождали проходы и чтобы рабочему не приходилось часто нагибаться, если надо взять или положить заготовку или изделие; легкие предметы кладут выше тяжелых.
Ручной инструмент должен соответствовать особенностям анатомической формы руки человека; в противном случае в ходе работы будут страдать межпальцевые бугорки, снабженные тонкими нервными окончаниями, и ямка ладони (наименее мускулистая часть).
На межпальцевых бугорках могут появиться потертости, нарывы, мозоли (рис. 18, а). Поэтому ручки слесарных инструментов должны быть такой формы, которая позволяла бы соприкасаться мышцам большого пальца и бугорка мизинца с рукояткой (рис. 18, б). Эти выступы на ладони имеют не только сильные мускулы, но и упругую жировую ткань, которая смягчает вибрации и удары.
При размещении на рабочем месте инструментов, приспособлений учитывают угол мгновенного зрения, угол эффективной видимости и угол обзора на рабочем месть (рис. 19).

Рис. 18. К соответствию ручного инструмента форме руки человека: а - наиболее уязвимые части ладони, б - наиболее сильные и упругие мускулы ладони
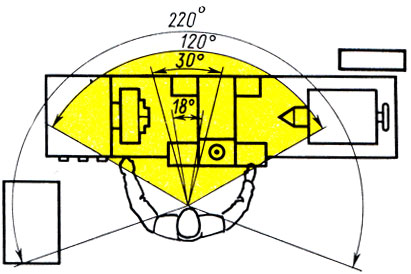
Рис. 19. Углы зрения и обзора на рабочем месте
Поворот головы расширяет зону обозрения на угол, соответствующий ее повороту. Размер допускаемого поворота составляет 45° в горизонтальной плоскости и 30° в вертикальной.
Рабочим местом называется определенный участок производственной площади, цеха, участка, мастерской, закрепленный за данным рабочим (или бригадой рабочих), предназначенный для выполнения определенной работы и оснащенный в соответствии с характером этой работы оборудованием, приспособлениями, инструментами и материалами.
Организация рабочего места является важнейшим звеном организации труда. Правильные выбор и размещение оборудования, инструментов и материалов на рабочем месте создают наиболее благоприятные условия работы.
Под рациональной организацией рабочего места понимают такую организацию рабочего места, при которой при наименьшей затрате сил и средств труда обеспечиваются безопасные условия работы, достигается наивысшая производительность и высокое качество продукции.
Рабочее место слесаря организуется в зависимости от содержания производственного задания и типа производства (единичное, серийное, массовое), однако большинство рабочих мест оборудуют, как правило, слесарными верстаками, на которых устанавливают и закрепляют слесарные тиски.
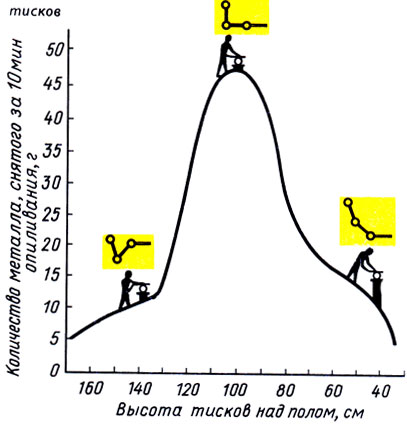
Рис. 20. Зависимость производительности труда при опиливании от высоты тисков
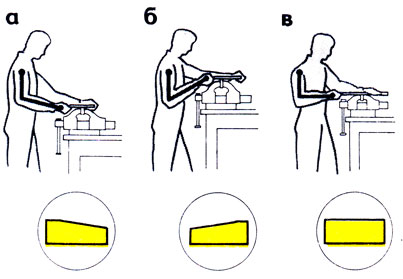
Рис. 21. Положение работающего относительно тисков при опиливании: а, б, - неправильное, в - правильное
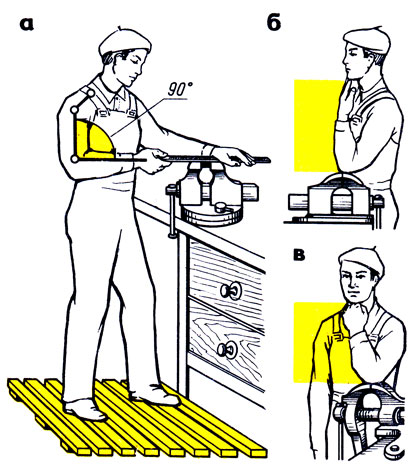
Рис. 22. Высота установки тисков: а - при опиливании, б - при рубке в параллельных тисках, в - при рубке в стуловых тисках
Установка тисков без учета роста работающего значительно тормозит формирование навыков правильного выполнения работы, снижает производительность труда, увеличивает утомляемость. Зависимость производительности труда при выполнении операции опиливания от высоты тисков показана на рис. 20. Оптимальная высота тисков при опиливании 102 см над полом (при росте работающего 168 см). Отступление от этого уровня приводит к уменьшению количества снимаемого с заготовки металла. Это объясняется следующим.
При низком расположении тисков (рис. 21, а) предплечье образует с плечом тупой угол, мышцы предплечья сильно напрягаются, движение затрудняется, нарушается равномерность нажима правой и левой руками, спина сгибается. Так как при согнутой спине положение работающего неустойчиво, то он, стремясь сохранить равновесие, наклоняется вперед и усиливает нажим левой рукой. А это вызывает " завал" левого края обрабатываемой заготовки.
При высоком расположении тисков (рис. 21, 6) предплечье и плечо образуют острый угол. В этом случае условия работы еще хуже, так как передача усилия резания от плеча к инструменту требует особого напряжения, что часто бывает не под силу учащемуся: усилие передается больше правой рукой, что приводит к " завалам" правого края. Правильное положение работающего показано на рис. 21, в.
Высота верстака с установленными на нем тисками определяется в соответствии с ростом работающего (рис. 22, а). При выборе высоты установки параллельных тисков согну
тую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка (рис. 22, 6), или путем установки бойка молотка на ударную часть зубила, при этом плечевая часть правой руки должна иметь вертикальное положение, а локтевая - горизонтальное под углом 90°.
Стуловые тиски устанавливают на такую высоту, чтобы согнутая в локте левая рука, поставленная на губки тисков, касалась подбородка согнутыми в кулак пальцами (рис. 22, в).
При малом росте рабочего используют специальные регулируемые по высоте подставки (решетки) под ноги.
Научная организация труда на рабочем месте основывается на правильном режиме труда и отдыха, обеспечивающем поддержание высокой работоспособности и здоровье человека.
Одним из основных показателей работоспособности является уровень производительности труда.
Повышению работоспособности способствуют выбранные оптимальные темп (степень быстроты) и ритм (равномерное чередование). Как при заниженных, так и завышенных темпах работы ослабляется внимание, снижается качество работы, точность движений. Определяя ритм работы, учитывают, что операции, требующие концентрации внимания, не должны чередоваться с операциями, в которых применяют быстрые движения.
Утомление (усталость) это, как правило, результат малопродуктивного, плохо организованного труда. Одним из факторов, увеличивающим усталость, является монотонность труда, которая усиливает физическое и умственное утомление, так как вызывает затраты дополнительной энергии на ее преодоление.
Утомление в зависимости от условий труда может наступать и быстрее и медленнее. Если в процессе рабочего дня приходится часто нагибаться или высоко поднимать руки (слишком высокий или низкий верстак, станок и т. д. ), работать в неудобной позе, утомляемость наступает быстрее и производительность труда значительно снижается.
Работоспособность человека претерпевает значительные изменения на протяжении дня, недели. Она может сохраняться на высоком уровне или, наоборот, быстро снижаться (при нарушении режима дня, плохом освещении, воздействии высокой температуры, шумовых факторов, недостаточном или нерациональном питании и т. д. ).
В течение рабочего дня работоспособность характеризуется тремя этапами (рис. 23): первый - учащийся " входит" в работу (период врабатываемости), постепенно растет производительность его труда; второй - период устойчивой работоспособности; третий - появление и нарастание утомления.
Кривая производительности труда в течение первых двух часов поднимается вверх. Высокий уровень работоспособности держится около полутора часов, затем постепенно снижается в связи с утомлением. Как правило, в середине рабочего дня (после обеденного перерыва) работоспособность восстанавливается не сразу. Вновь наступает период " врабатываемости", сменяющийся периодом устойчивой работоспособности, однако этот уровень работоспособности бывает несколько ниже дообеденного. На пятом-шестом часу работы перед окончанием рабочего дня снова отмечается снижение работоспособности, соответствующее предобеденному. Седьмой и восьмой часы - проявление нарастания утомляемости.
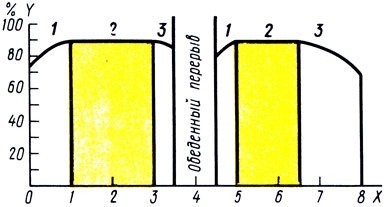
Рис. 23. Примерный график работоспособности на протяжении рабочего дня (периоды): 1 - врабатываемости, 2 - устойчивой работоспособности, 3 - появления и нарастания утомления
Короткие перерывы и отдых во время работы предупреждают наступление утомляемости. Если рабочий работает стоя, необходимо отдыхать сидя; тот, кто работает сидя, должен отдыхать стоя. При работе рекомендуется также время от времени менять положение корпуса. Если этого не делать, то у слесаря постепенно может развиваться искривление позвоночника и сутулость, а иногда и сгорбленность. Для восстановления сил и для борьбы с утомляемостью и сутулостью рекомендуется заниматься производственной гимнастикой и спортом. Утренняя зарядка и физические упражнения в процессе рабочего дня способствуют более совершенной работе нервно-мышечного аппарата, повышают работоспособность организма.
Одним из важных вопросов научной организации труда является обеспечение санитарно-гигиенических условий труда: воздушная среда, шум и вибрация, освещение, личная гигиена.
Воздушная среда - воздух, его температура и влажность (" микроклимат" ) имеют важное значение для создания здоровых условий труда. Наблюдения показывают, что в воздушной среде, соответствующей гигиеническим требованиям, производительность труда увеличивается до 10%.
Для помещений с незначительным избытком тепла рекомендуются следующие температуры воздуха: при выполнении легких работ - 18 -20° С, работ средней тяжести - 16 -18°С и тяжелых работ - 14-16°С.
К мероприятиям по борьбе с перегреванием организма относятся: механизация тяжелых работ, защита от источников излучения, удаление избыточных тепло-выделений при помощи вентиляции, профилактика нарушений водно-солевого обмена и других последствий перегревания. Для восстановления водно-солевого баланса организма рабочих горячих цехов обеспечивают подсоленной водой.
Шум и вибрации приводят к быстрой утомляемости, снижают производительность труда и качество изделий, оказывают вредное влияние на органы слуха человека (вызывают глухоту), а также на нервную систему, нарушают нормальное функционирование других органов. Шум приводит к гипертоническим и другим заболеваниям. Особенно вредны высокочастотные шумы (они характерны для агрегатов ударного действия, потоков воздуха и газа).
При необходимости работать в помещениях, где шум превышает допустимые нормы (75 - 85 дБ), пользуются противошумными наушниками (рис. 24), состоящими из чашечки 1, изготовленной из алюминия, звукопоглощающего материала 2 - паропласта, уплотнителя из бестканой полихлорвиниловой окантованной пленки толщиной 0, 3 - 0, 4 мм, заполненного дистиллированным глицерином; обжимного кольца 4, выполненного из той же пленки и служащего для крепления уплотнителя к наушникам.
Наушники крепятся на голове при помощи плотной хлопчатобумажной или резиновой тесьмы, или металлической фурнитуры (мягкое крепление), или двух охватывающих голову металлических дуг, изготовленных из пружинной проволоки и полихлорвиниловой профилированной ленты.
Вибрации (механические колебания) возникают при движении транспортных средств, при работе машин и при большой интенсивности, вызывают быстрое утомление людей и их заболевание (вибрационная болезнь). Действие вибрации на человека стараются предотвратить или уменьшить. При работе пневматическим инструментом пользуются рукавицами с накладками мягкого материала на поверхности ладони и систематическим проведением лечебной гимнастики пальцев и кистей рук.
Для уменьшения действия вибрации пользуются мягкой виброгасящей втулкой (муфтой) 3 для левой руки (рис. 25) и мягкой виброгасящей пружинящей накладкой на рукоятке молотка, предохраняющей правую руку рабочего; виброгасящую муфту 3 надевают на пневматическое зубило 1 и закрепляют резиновыми кольцами 2 и 4.
Освещение является одним из условий научной организации труда. Рабочее место слесаря должно иметь достаточную освещенность, быть постоянным в течение рабочего времени, равномерно распределенным по яркости, не оказывать слепящего действия.
Нормальность освещения зависит прежде всего от расположения источника света. Правильное (а) и неправильное (6, в, г) расположение источника света показано на рис. 26. Первая позиция является наиболее правильной, так как светильник, будучи помещен слева над головой работающего, освещает рабочий стол, не вызывая ослепления и не бросая тень на рабочую зону. Остальные три позиции представляют неблагоприятные способы расположения источника света.
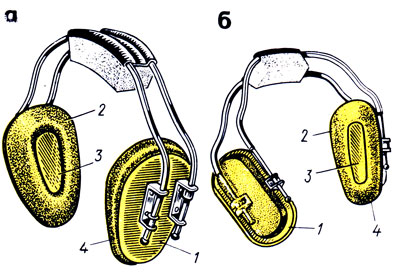
Рис. 24. Противошумные наушники: а - ПН-2К для клепальщиков, б - ПН-ЗВЧШ для клепальщиков и медников, работающих в условиях высокочастотного шума
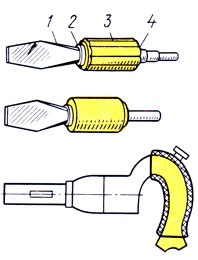
Рис. 25. Виброгасящее приспособление: 1 - зубило, 2, 4 - кольца, 3 - виброгасящая накладка
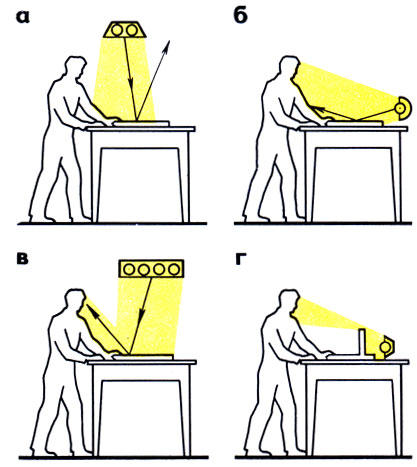
Рис. 26. Варианты расположения светильников: а - не дает тени и не вызывает ослепления, б - вызывает теневые пятна на шероховатой поверхности, в - вызывает ослепление отраженными лучами, г - дает силуэт против источника света
Причиной недостаточной освещенности рабочего места может быть и неудовлетворительный уход за светильником, загрязненность ламп, отсутствие абажура или рефлектора, что снижает освещенность на 30% и более.
Наибольшему утомлению способствует освещенность 30 лк, наименьшему 800-1000 лк.
При определении норм освещенности учитывают: характер работы (особо точная, точная, малой точности, грубая и т. д. ), а также размеры собираемых деталей, ФОН, контраст объекта с фоном. При решении вопросов освещенности рабочих мест стремятся использовать естественное освещение.
Личная гигиена - меры сохранения здоровья человека, предупреждение и устранение условий, вредно влияющих на здоровье. Соблюдение правил личной гигиены - важное условие высокопроизводительной работы.
Личная гигиена требует после рабочего дня вымыть тело теплой водой с мылом (принять душ). Перед принятием пищи обязательно мыть руки с мылом, есть надо за чистым столом из чистой посуды. Следует помнить, что источником многих заболеваний является грязь и неопрятность.
Эстетические условия. Производственное помещение, внешнее оформление рабочих мест и одежда должны соответствовать требованиям технической эстетики. Спецодежда должна быть удобной, не стеснять движений, легко стирающейся, изящной, красивой и современной, специального покроя с плотно прилегающими манжетами рукавов, чтобы концы одежды не мешали при работе. Предпочтительная одежда учащихся - комбинезоны или полукомбинезоны.
Основными задачами рациональной окраски являются: снижение утомляемости глаз во время работы; повышение безопасности работы на оборудовании и инструментами; затрата минимума времени, необходимого для обзора оборудования, оснастки или окружающих предметов в мастерской (цехе), благодаря правильному подбору красок с различной светопоглощающей и отражательной способностью; повышение общего тонуса работающего путем воздействия на него свето-психологических факторов.
Благоприятно влияют на зрение и психофизиологические функции человека, содействуют повышению производительности труда, снижают утомляемость зеленые, голубовато- зеленые и желтые цвета.
Рекомендуемый цвет фона для обработки цветных металлов (медь, латунь, бронза) - светло-голубой или серо-голубой. В случае когда окраска собираемых деталей серая, для общего фона рекомендуются оттенки зеленого цвета, который позволит не только лучше различать детали, но и снизить утомление глаз.
Каждый слесарь должен не только хорошо знать, но и строго соблюдать безопасность труда и меры предосторожности при слесарных работах, знать причины, которые могут вызвать при работе несчастные случаи.
Несчастные случаи на производстве - ушибы, ранения и т. д. - называются промышленным травматизмом, который чаще всего происходит по двум причинам: вследствие недостаточного освоения работающими производственных навыков и отсутствия необходимого опыта в обращении с инструментом и оборудованием; из-за невыполнения правил безопасности труда и правил внутреннего распорядка.
Основными условиями безопасной работы при выполнении слесарных операций являются правильная организация рабочего места, пользование только исправными инструментами, строгое соблюдение производственной дисциплины и правил техники безопасности.
Все вращающиеся части станков и механизмов, а также обрабатываемые детали с выступающими частями должны иметь защитные ограждения.
Опасность представляют внутризаводской автомобильный и безрельсовый электротранспорт, ручные вагонетки, тележки, а также движение рабочих в узких проходах или на путях, где работает грузоподъемный транспорт.
Для движущегося транспорта устанавливают различные сигналы: звуковые (звонки, сирены), световые (различные цвета ламп - красный, желтый, зеленый), которые нужно знать и соблюдать.
При непосредственном прикосновении к токоведущим частям (выключателям, рубильникам ит. п. ) или металлическим предметам, случайно оказавшимся под напряжением, возникает опасность поражения электрическим током. В местах, где имеются электрические установки, вывешивают предупредительные надписи (например, " Опасно! ", " Под током! " ) или ставят условные знаки.
Электроинструменты должны присоединяться к электрической сети при помощи шлангового кабеля, имеющего специальную жилу, служащую для заземления и зануления, через штепсельную розетку, одно гнездо которой соединено с землей или с нулевым проводом. На штепсельной вилке контакт для соединения корпуса электроинструмента с землей делается более длинным, чем остальные токоведущие контакты. Благодаря такому устройству при включении электроинструмента сначала происходит заземление или зануление, а потом включаются токоведущие контакты.
При работе с электроинструментами следует применять индивидуальные средства защиты: резиновые перчатки и калоши, резиновые коврики, изолирующие подставки и т. п.
Ниже приводятся краткие правила безопасности труда.
До начала работы необходимо: надев спецодежду, проверить, чтобы у нее не было свисающих концов. Рукава надо застегнуть или закатать выше локтя;
проверить слесарный верстак, который должен быть прочным и устойчивым, соответствовать росту рабочего. Слесарные тиски должны быть исправны, прочно закреплены на верстаке, ходовой винт должен вращаться в гайке легко, губки тисков иметь хорошую насечку;
подготовить рабочее место; освободить нужную для работы площадь, удалив все посторонние предметы; обеспечить достаточную освещенность. Заготовить и разложить в соответствующем порядке требуемые для работы инструмент, приспособления, материалы и т. п.;
проверить исправность инструмента, правильность его заточки и заправки;
при проверке инструмента обратить внимание на то, чтобы молотки имели ровную, слегка выпуклую поверхность, были хорошо насажены на ручки и закреплены клином; зубила и крейцмейсели не должны иметь зазубрин на рабочей части и острых ребер на гранях; напильники и шаберы прочно насажены на ручки;
проверить исправность оборудования, на котором придется работать, и его ограждение;
перед поднятием тяжестей проверить исправность подъемных приспособлений (блоки, домкраты и др. ); все подъемные механизмы должны иметь надежные тормозные устройства, а вес поднимаемого груза не должен превышать грузоподъемность механизма. Грузы необходимо надежно привязывать прочными стальными канатами или цепями; нельзя оставлять груз в подвешенном состоянии после работы. Запрещается стоять и проходить под поднятым грузом; не превышать предельные нормы веса для переноски вручную, установленные действующим законодательством об охране труда для мужчин, женщин, юношей и девушек.
Во время работы необходимо: прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму;
опилки с верстака или обрабатываемой детали удалять только щеткой;
при рубке металла зубилом учитывать, в какую сторону безопаснее для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку; работать только в защитных очках. Если по условиям работы нельзя применять защитные сетки, то рубку выполняют так, чтобы отрубаемые частицы отлетали в ту сторону, где нет людей;
не пользоваться при работах случайными подставками или неисправными приспособлениями;
не допускать загрязнения одежды керосином, бензином, маслом.
Во время работы пневматическими инструментами необходимо соблюдение следующих требований:
при присоединении шланга к инструменту предварительно проверить его и продуть сжатым воздухом;
не держать пневматический инструмент за шланг или рабочую часть;
во время работы не разъединять шланги; включать подачу воздуха только после установки инструмента в рабочее положение. По окончании работы необходимо: тщательно убрать рабочее место; уложить инструмент, приспособления и материалы на соответствующие места;
во избежание самовозгорания промасленных тряпок и концов и возникновения пожа Источником возникновения пожаров могут быть: токи короткого замыкания, образующие электрическую дугу; перегрев электрических сетей и электрооборудования; тепло, образующееся при трении дисков, подшипников, ременных передач; искровые разряды статического электричества; пламя; лучистая энергия; искры; работа термических печей.
Причинами возникновения пожаров могут быть также горючие вещества - производственные отбросы, масляные тряпки, пакля, бумага и другие материалы, используемые для очистки механизмов, легко воспламеняющиеся от случайной искры, т. е. в результате неосторожного обращения с огнем. Пожары также возможны в результате самовозгорания твердого минерального топлива, лежащих в кучах промасленных тряпок.
Наибольшее значение в оценке пожарной безопасности горючих веществ имеют температуры, при которых горючие вещества подготовлены к горению. Такими являются температура вспышки и температура воспламенения.
Температура вспышки - наименьшая температура горючего вещества (жидкости), при которой создается смесь газов или паров с воздухом, способных воспламеняться при поднесении открытого огня.
К легковоспламеняющимся жидкостям относятся: бензин (температура вспышки от -50 до + 100°С в зависимости от марки), бензол (температура вспышки -13°С), метиловый спирт (-1°С), керосин ( + 28°С) и др.
Температурой воспламенения называется наименьшая температура горючего вещества (жидкости), при которой оно загорается от открытого источника воспламенения (пламени) и продолжает гореть после удаления этого источника.
Процесс горения, возникающий в результате нагрева всей горючей смеси при отсутствии внешнего воздействия (открытый огонь), называется самовоспламенением. Температура, при которой медленное окисление переходит в самовоспламенение, называется температурой самовоспламенения.
Горючие газы и пары (бензин, ацетилен, скипидар, водород и др. ) в смеси с кислородом воздуха способны образовывать взрывчатые смеси. Взрыв - это чрезвычайно быстрое, определяемое долями секунды горение, сопровождающееся выделением большого количества тепла и раскаленных газообразных продуктов, а также большим давлением.
Основное предупредительное мероприятие против пожаров - это постоянное содержание в чистоте и порядке рабочего места, осторожное обращение с огнем, нагревательными приборами и легковоспламеняющимися веществами. Нельзя допускать скопления у рабочего места большого количества легковоспламеняющегося производственного сырья, полуфабрикатов и продуктов горения. Отходы производства, особенно горючее, складывают в определенном порядке в отведенном для них месте.
По окончании работы рабочее место должно быть приведено в полный порядок. Обтирочные материалы, промасленные концы и тряпки убирают в специальные ящики. Сосуды с легко-воспламеняющими жидкостями, а также баллоны с газами переносят в места их постоянного хранения. Должны быть выключены все электроприборы и осветительные точки, за исключением дежурных ламп.
Простейшие противопожарные средства и инвентарь - пожарный кран, насосы, огнетушители, ящики с песком и лопатами, кульки с песком - должны быть всегда исправны и готовы к действию.
При возникновении пожара необходимо выключить все электроустановки, немедленно по телефону или специальным сигналом вызвать пожарную команду и принять меры к тушению пожара собственными силами.
До прибытия пожарной команды пожар тушат своими силами с помощью простейшего противопожарного оборудования и инвентаря: пожарного крана, насосов, огнетушителей, ящиков с песком и лопатами и др.
К средствам пожаротушения относятся ведра и гидропульты для воды, различные покрывала (асбестовые одеяла, кошмы, брезенты).
Горящие металлы, небольшие количества жидкостей тушат песком; керосин, бензин, лаки, спирты, ацетон - пеной; смазочные масла, олифу, скипидар - распыленной водой или пеной.
Для тушения пожаров и загораний применяют ручные пенные огнетушители ОП-3 или ОП-5.
Огнетушитель модели ОП-3 приводят в действие ударом бойка о твердый предмет, а огнетушитель ОП-5 - поворотом рукоятки вверх. После этого корпус огнетушителя повертывают головкой вниз и направляют пену на пламя.
Для тушения пожаров с успехом можно применять углекислотные огнетушители емкостью баллона 2 л (ОУ-2), 5 л (ОУ-5) и 8 л (ОУ-8). Углекислотный огнетушитель приводят в действие поворотом маховичка вентиля в направлении против часовой стрелки. К вентилю присоединяют шланг со снего-образователем, через который жидкая углекислота выбрасывается в виде снега и газа и, обволакивая горящий объект, тушит огонь.
При пожаре нельзя выбивать окна, это усиливает приток воздуха, способствует усилению огня. В случае пожара необходимо сохранять спокойствие и бесприкословно выполнять распоряжения руководителей. Дисциплина и организованность - основное условие успеха противопожарной охраны.
ра убрать промасленные концы и тряпки в специальные металлические ящики.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|