- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ЗАТОЧКА ЭЛЕКТРОДА. Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
ЗАТОЧКА ЭЛЕКТРОДА
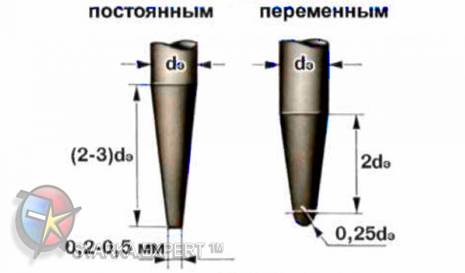
Угол конуса φ должен быть равен 28 - 30°,
Чтобы получить высококачественные повторяющиеся сварные соединения, достаточно уделить должное внимание характеру заточки изделий из вольфрама. Форма дуги при выполнении работ во многом зависит от угла, под которым заточен электрод. Чем он больше, тем меньше глубина проплавления и шире пятно. На сроке жизни вольфрамового изделия существенно отражается его притупление. То, насколько плоским будет окончание электрода, зависит от его диаметра, толщины металла и величины сварочного тока. -
При ручном способе сварки тонколистового металла электрод вводят несколько сбоку, не в столб дуги.
Ниже приведены ошибки при заточке вольфрамового электрода, которые будут влиять на качество формирования шва.
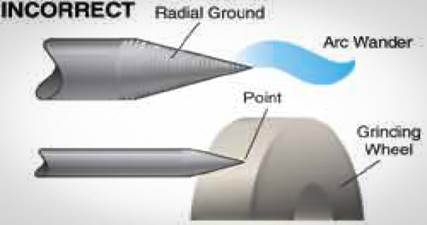
1) Риски расположены не вдоль оси электрода – нарушается стабильность горения дуги (блуждание дуги)
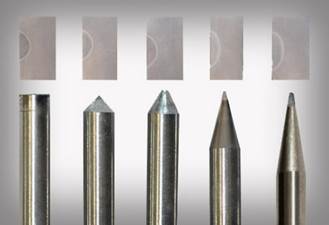
2) Недостаточная или чрезмерная ширина заточки конуса – изменяется форма проплавления
3. 2. 1.

3) Несимметричная заточка – отклонение дуги на одну из кромок
4) Слишком острый угол заточки – снижается ресурс работы электрода

5) Слишком большое притупление – снижается глубина проплавления
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это: Сфера; Конус. Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус. При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
OСогласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|