- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Усвоение новых знаний.. 5.Обобщение и систематизация знаний, навыков.. 6.Подведение итогов занятия.. Лекция.
Усвоение новых знаний.
План лекции:
1. Общая характеристика резки металла.
2. Оборудование, применяемое для выполнения резки металла.
3. Инструмент, применяемый для выполнения резки металла.
4. Безопасность труда при выполнении резки металла?
5. Обобщение и систематизация знаний, навыков.
Фронтальный опрос:
1. Дать определение резка металла?
2. Какие инструменты применяются при резке металла?
3. Какие применяются ножницы для резки металла?
4. Дать характеристику ручным ножницам для резки металла?
5. Дать характеристику стуловым ножницам для резки металла?
6. Дать характеристику рычажным ножницам для резки металла?
7. Дать характеристику ножовке для резки метала и ее устройство?
8. Какие варианты разводки ножевочных полотен вы знаете?
9. Основные приемы резки ножницами?
10. Основные приемы резки ножовкой?
11 Резка круглого металла?
12. Резка полосового и квадратного металла?
13. Резка листового и профильного металла?
14. Резка по криволинейным контурам?
15. Резка труб?
16. Безопасность труда при выполнении резки металла?
6. Подведение итогов занятия.
7. Домашнее задание:
конспект, [1]с. 93-111.
Лекция.
Тема 6 «Резка металла».
Резкой, или разрезанием, называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без снятия стружки. Способы разрезания со снятием стружки: ручной ножовкой, на ножовочных, круглопильных, токарно-отрезных станках, а также газовой, дуговой резкой и другими способами.
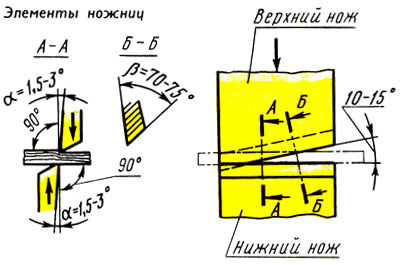
Рис. 1. Элементы ножниц
Без снятия стружки материалы разрезают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс-ножницами, штампами. К резке относится также и надрезание металла.
Сущность процесса резки ножницами заключается в отделении частей металла под давлением пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами.
Верхний нож, опускаясь, давит на металл и разрезает его.
Большое давление, испытываемое лезвиями при резании, требует большого угла заострения (3. Чем тверже разрезаемый металл, тем больше угол заострения лезвия; для мягких металлов (медь и др. ) он равен 65°, для металлов средней твердости - 70 - 75° и для твердых - 80 - 85°. С целью уменьшения трения лезвий ножей о разрезаемый металл лезвиям придается небольшой задний угол α (1, 5 - 3°)(рис. 1).
Ножи изготовляют из стали У7, У8; боковые поверхности лезвий закалены до HRC 52 - 58, отшлифованы и остро заточены.
Ручные ножницы применяют для разрезания стальных листов толщиной 0, 5 - 1, 0 мм и из цветных металлов до 1, 5 мм. Ручные ножницы изготовляют с прямыми (рис. 2, а, 6) и кривыми (рис. 2, в) режущими лезвиями.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки (рис. 2, 6).
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 2, в).
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Длина ножниц I1 200, 250, 320, 360 и 400 мм, а режущей части I2 (от острых концов до шарнира) соответственно 55 - 65; 70 - 82; 90-105; 100 - 120 и 110 - 130 мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц (рис. 3, а).
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинем и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 3, б), подают его между режущими кромками, направляя верхнее лезвие точно по середине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание. На рис. 3, в, г показаны приемы работы ножницами.
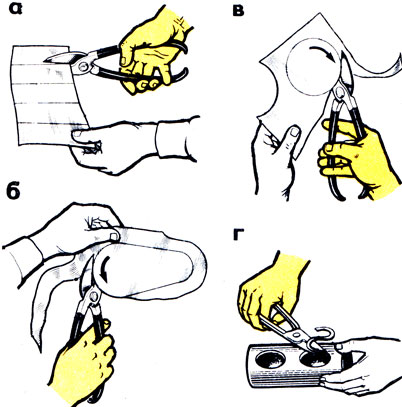
Рис. 2. Ручные ножницы: a - прямые левые, б - прямые правые, в - кривые левые
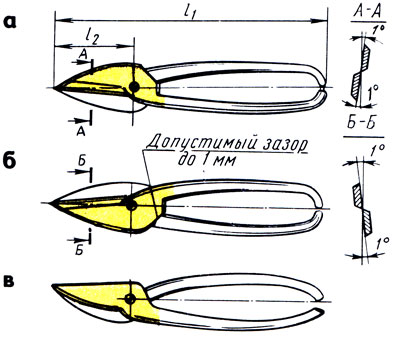
Рис. 3. Резание ножницами жести толщиной до 0, 5 мм: а - положение пальцев на рукоятке при резании ножницами, б - правыми, в - левыми, г - вырезание внутреннего криволинейного контура
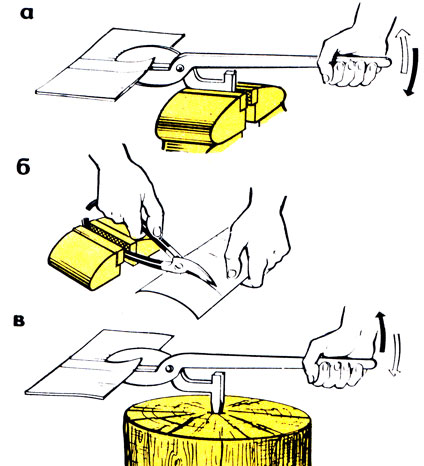
Рис. 4. Ножницы: а - стуловые, закрепленные в тисках, б - ручные, закрепленные в тисках, в - стуловые на деревянном основании
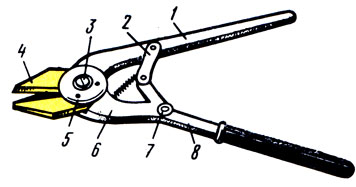
Рис. 4. Силовые малогабаритные ножницы
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках (рис. 4, б):
Стуловые ножницы (рис. 4, а) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 2 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 2 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 4, а), что не всегда удобно.
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Малогабаритные силовые ножницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2, 5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 4). Для резки рукоятку 7 закрепляют в тисках, а за рукоятку 8 (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта 3 с рукояткой 7.
Второе плечо рычага 6, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром 7, или собственно рукояткой ножниц. Концевым шарниром рукоятка 8 при помощи двух шарнирного звена 2 соединена с рукояткой 7. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски 5 с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Ручные рычажные ножницы (рис. 5) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни - до 6 мм. Верхний шарнирно закрепленный нож 3 приводится в действие от рычага 2. Нижний нож 7 - неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HRC 52 - 60. Углы заострения режущих граней 75 - 85°.
Перед работой проверяют, смазаны. ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку 2 рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист 4 так, чтобы левая рука удерживала его в горизонтальном положении, а линия реза находилась в поле зрения и совпала с лезвием верхнего ножа 3. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Рычажные (маховые) ножницы (рис. 6) широко используются для разрезки листового металла толщиной 1, 5 -2, 5 мм с пределом прочности 45 - 50 кгс/мм2 (сталь, дюралюминий и т. д. ). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину 7 и стол 2. В стол 2 встроен нижний неподвижный нож 8, а верхний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе 6. Верхний подвижный нож 5 имеет противовес 7, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором 10, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист 3 во время разрезания плотно прижимают боковой кромкой к упору 10, а другой кромкой - к пружинному упору 11. После этого поворотом рукоятки 12 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож с ножедержателем 6, разрезают заготовку.
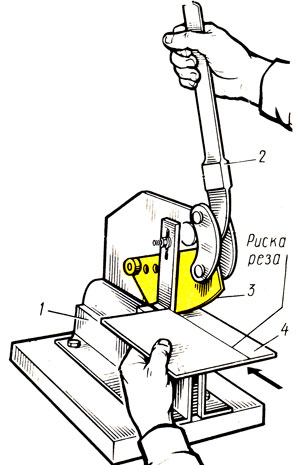
Рис. 5. Ручные рычажные ножницы: 1 - нижний нож; 2 - рычаг; 3 - верхний нож; 4 - разрезаемый лист
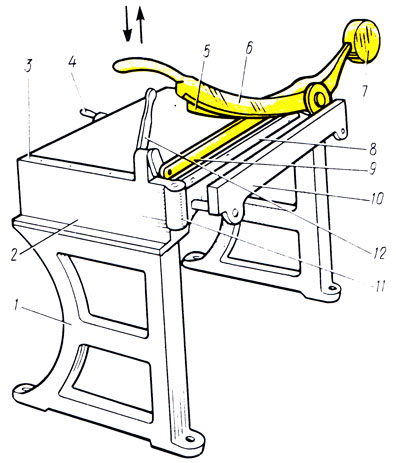
Рис. 6. Рычажные (маховые) ножницы: 1 - станина, 2 - стол, 3 - лист, 4, 12 - рукоятки, 5 - подвижный нож, 6 - ножедержатель, 7 - противовес, 8 - неподвижный нож, 9 - прижимная планка, 10 - упор, 11 - пружинный удар
Ножедержатель при опускании вниз упирается в пружинный упор 11. Перестановка упора осуществляется при помощи рукоятки 4.
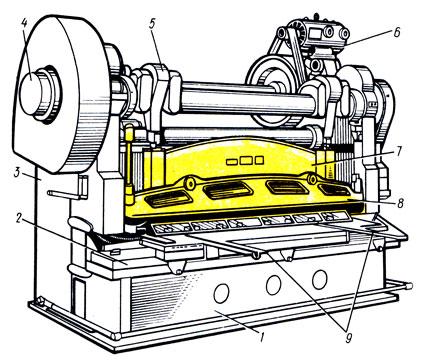
Рис. 7. Ножницы с наклонными ножами
Ножницы С наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм. Они имеют нижний неподвижный и верхний подвижный ножи, верхний наклонен под углом 2 - 6°. Это обеспечивает постепенный вход ножа в работу, облегчает резание, обеспечивает Высококачественное разрезание. Нижний нож крепится к задней части стола 2 (рис. 7), установленного на станине 7, верхний - к ползуну 7. От электродвигателя 6 через клиноременную передачу получает вращение кривошипный вал 4.
Два эксцентрика 5, смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Разрезаемый лист укладывают на стол к кронштейну 9 и прижимают прижимом 8.
Ручная ножовка - инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная ножовка (рис. 8, а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и ручкой 6, а на другом конце - подвижная головка 3 с натяжным винтом и гайкой (барашек) 7 для натяжения полотна. В головках 5 и 3 имеются прорези?, в которые вставляют ножовочное полотно и крепят штифтами 7.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко), либо с раздвижными (рис. 8, 6), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем (рис. 8, я) состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями или штифтами и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61-64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 8, г). Наиболее часто применяют ножовочные полотна для ручных ножовок длиной I - 250 - 300 мм, высотой b - 12 и 16 мм, толщиной h - 0, 65 и 0, 8 мм.
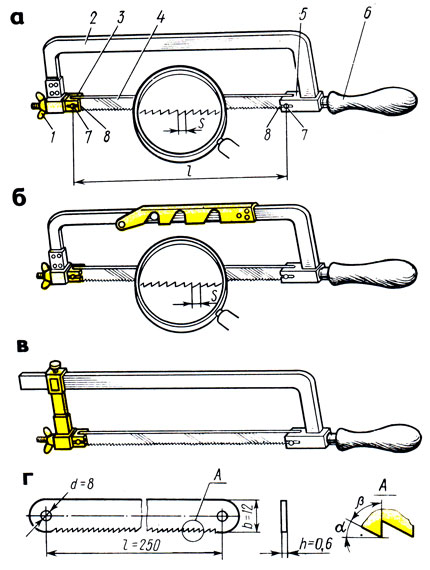
Рис. 8. Ручная ножовка (станок): а - цельная, б - раздвижная, в - с передвижным держателем, г - ножовочное полотно; 1 - гайка-барашек, 2 - рамка (станок), 3 - подвижная головка, 4 - ножовочное полотно, 5 - неподвижная головка, 6 - хвостовик с ручкой, 7 - штифты, 8 - прорези
Рис. 9. Элементы зуба ножовочного полотна: а - зубья ножовочного полотна; передний угол зубьев: б - положительный, в - равный нулю, г - отрицательный; S - шаг
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол а, угол заострения Р, передний угол у и угол резания 5.
α + β + γ = 90°;
α + β = δ
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила (рис. 9, а). Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага S зуба (рис. 9, в).
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым (рис. 9, в), положительным (рис. 9, б) или отрицательным (рис. 9, г).
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для резания металлов различной твердости углы заострения зубьев ножовочного полотна делаются: передний γ = 0 - 12°, задний α = 35 - 40°, заострения β = 43 - 60°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1, 3-1, 6 мм, при котором на длине 25 мм насчитывается 17 -20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы - 16 зубьев; средней твердости закаленная сталь - 19 зубьев; чугун, инструментальная сталь - 22 зуба; твердая, полосовая и угловая сталь - 22 зуба.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее 2 - 3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0, 8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой) (рис. 10, а), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0, 25 - 0, 6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0, 8 мм разводят по зубу (рис. 10, б) (гофрированный развод). При этом разводе при малом шаге зубьев 2 - 3 зуба отводят вправо и 2 - 3 влево. При среднем шаге отводят один зуб влево, второй - вправо, третий не отводят. При крупном шаге отводят один зуб влево, а второй вправо. Разводка по зубу применяется для полотен с шагом 1, 25 и 1, 6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки (рис. 11а), а не к ручке (рис. 11, б). При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижнрго штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др. ) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета (рис. 12). Левую ногу (рис. 12, г) несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Правая нога должна быть повернута по отношению к левой на угол 60 - 70°.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 12, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 12, 6). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки (рис. 12, в).
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
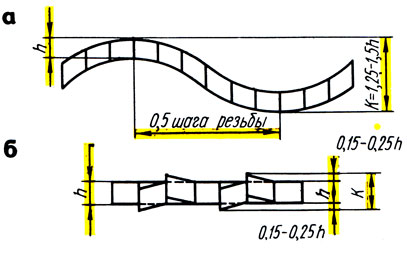
Рис. 10. Схема разводки полотна: а - по полотну, б - по зубу; h - толщина полотна, К - ширина реза
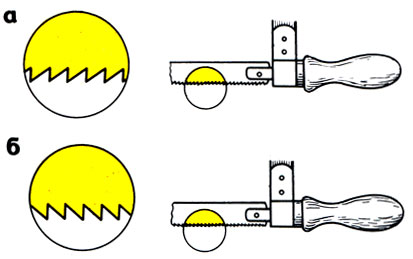
Рис. 11. Установка ножовочного полотна: а - правильно, б - неправильно
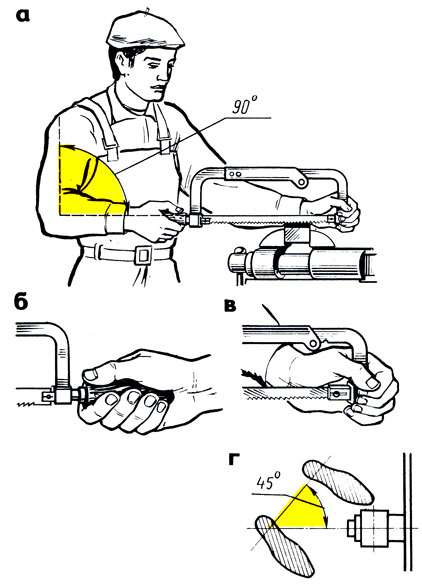
Рис. 12. Положение при работе: а - oкорпуса и ножовки, б - правой руки, в - левой руки, г - ног
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила:
короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
в работе должно участвовать все ножовочное полотно;
работают ножовкой не спеша, плавно, без рывков, делая не более 30 - 60 двойных ходов в минуту (твердая сталь - 30 - 40, средней твердости сталь - 40 - 50, мягкая сталь - 50 - 60).
При более быстрых темпах скорее наступает утомляемость, и, кроме того, полотно нагревается и быстрее тупится;
перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезают только новыми полотнами, так как даже мало изношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекращают, удаляют из при пила остатки сломанного зуба, полотно заменяют новым или стачивают на станке 2 - 3 соседних зуба и после этого продолжают работу.
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и других станках. На заготовку предварительно наносят разметочную риску, затем заготовку зажимают в слесарных тисках в горизонтальном положении и трехгранным напильником по разметочной риске делают неглубокий пропил для лучшего направления ножовочного полотна. Предварительно полотно смазывают маслом кисточкой.
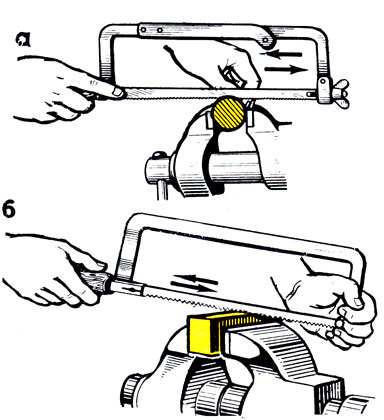
Рис. 13. Начало резки ножовкой металла: а - круглого, б - квадратного
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух - четырех сторон, а затем его отламывают, или зажав в тисках, или при помощи молотка, которым наносят удары по прутку (заготовку при этом устанавливают на подкладки).
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки примыкают вплотную к ногтю (рис. 13, а), ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль ручки сбоку. Этим обеспечивается устойчивое положение ножовки во время резки.
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки или запиливают металл. В начале операции ножовку наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки (рис. 13, 6).
Полосовой материал рациональнее резать не по широкой,, а по узкой стороне. Это, однако, можно сделать при толщине полосы больше расстояния между тремя зубьями полотна.
При очень глубоких резах левую руку переставляют, берясь за верх рамки (рис. 14, г).
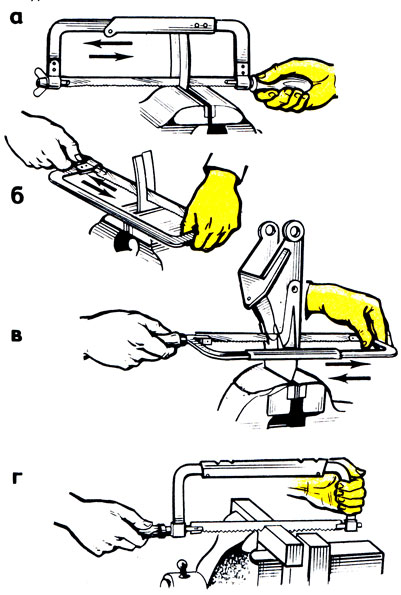
Рис. 14. Резка ножовкой: а - без поворота полотна, б - с поворотом на 90° полотна, в - работа в замкнутом контуре, г - положение пальцев левой руки при глубоких прорезах
Резание ножовкой с поворотом полотна осуществляют при длинных (высоких) или глубоких резах, когда не удается довести рез до конца из-за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию (рис. 14, а). При этом меняют положение заготовки и, врезавшись в нее с другого конца, заканчивают резку.
Однако есть другой способ: резать ножовкой, полотно которой повернуто на 90° (рис. 14, 6). Для этого полотно переставляют в боковые прорези головок рамки. При таком положении ножовки работают осторожно, так как при перекосе рамки ножовочное полотно может сломаться. Этим способом также режут металл в деталях с замкнутыми контурами (рис. 14, в).
Резка тонкого листового и профильного металла. Заготовки, детали из тонкого листового материала зажимают между деревянными брусками по одной или по несколько штук и разрезают вместе с брусками (рис. 15, а).
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через это отверстие полотно, закрепляют его в рамке и режут по заданному направлению (рис. 15, 6).
Рис. 15. Работа ножовкой: а - резка тонкого листа, б - вырезание фасонного отверстия лобзиком, в - прорезание шлицев, г - тонкие профили, закрепленные для резки
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединенными вместе полотнами (рис. 15, в).
Тонкие профили разрезают в плоских деревянных брусках (рис. 15, г).
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами.
Резка ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. Тонкостенные трубы и трубы с чисто обработанной поверхностью зажимают в тисках между специальными деревянными накладками (рис. 16).
При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя.
В случае защемления полотна вынимают ножовку из прореза, повертывают трубу от себя на 45 - 60° и продолжают резать, слегка нажимая на, полотно. Если ножовку увело в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте.
Резка труборезом значительно производительнее, чем ножовками.
Труборезы изготовляют трех размеров: № 1 - для разрезания труб диаметром 1/4 - 3/4, № 2 - 1 - 21/2; № 3 - 3-4".
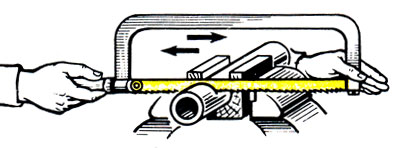
Рис. 16. Резка трубы ножовкой
Трубу 1 (рис. 17) зажимают в прижиме 7 вращением рукоятки 2 с винтом 3 между угловой выемкой основания и сухарем с уступами. Затем на конец зажатой трубы в прижиме 7 надевают труборез 6. Вращая рукоятку 5 трубореза вокруг своей оси, подводят подвижный ролик 4 трубореза до соприкосновения со стенкой трубы. Далее делают один оборот труборезом вокруг трубы и проверяют линию реза. Если она одинарная и замкнутая, следовательно, ролики установлены правильно.
Резание осуществляют так. У установленного на трубе трубореза повертывают рукоятку на 1/4 оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Смазывают место реза маслом для охлаждения режущих кромок роликов. Вращают труборез вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны. Длину отрезанных труб проверяют линейкой, а плоскость среза по отношению к наружной стенке - угольником.
Трубу при резке можно зажимать в тисках, имеющих рифленые сухари. Тонкостенные трубы режут труборезом с одним роликом. Трубы толстостенные разрезают труборезами с тремя роликами; трубы очень больших диаметров режут труборезом с цепью, на которой укреплено шесть роликов. Наличие нескольких роликов дает возможность значительно ускорить процесс разрезания. Если надо получить ровную, без значительных заусенцев поверхность в месте реза, применяют труборез конструкции новатора А. С. Мисюта. Это обычный трехроликовый труборез, между роликами которого на рычаге в специальной оправке укреплен резец (вылет его можно регулировать). Резец ускоряет процесс резания.
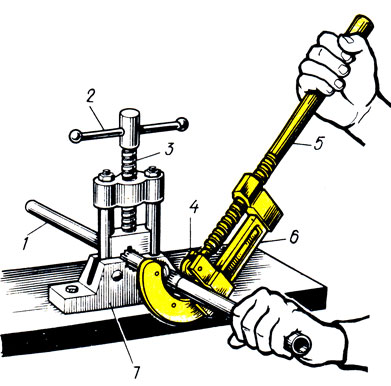
Рис. 17. Резка трубы труборезом: 1 - труба, 2, 5 - рукоятки, 3 - винт, 4 - ролик подвижный, 6 - труборез, 7 - прижим
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|