- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Technology requisition on nonfurnace heat treatment
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Nonfurnace heat treatment
Technology of heat treatment of №1497
Order No. 200850650
Products: SOUR WATER FEED SURGE DRUM 05-V-601 черт. dwg 201. 7597. 00. 000
Material: 09Г2С. Thickness: 16mm.
Heat treatment type: High tempering.
(Heat treatment technology is developed in compliance with MNPZ-SRU-RD-4137. 00-MM-TSP-002)
1. Thermocouple (type k (CA), GOST 1790-2016) type fastening method: on the body by slotted nut welded. At the time of heat treatment, wrap the baffle in thermal insulation.
2. Heat up from 420°C to 620°C (in compliance with MNPZ-SRU-RD-4137. 00-MM-TSP-002):
Velocity of heating not more than 200°C/h (heating period not less than 60 min) and not less than 30°C/h (heating period not more than 5 hour 20 min).
3. Hold at the temperature 605°C-620°C not less then 1 hour (in compliance with MNPZ-SRU-RD-4137. 00-MM-TSP-002).
4. Cooling method: in furnace to 420°C (in compliance with MNPZ-SRU-RD-4137. 00-MM-TSP-002):
5. Velocity of cooling not more than 200°C/h (heating period not less than 60 min).
6. Then heads may be cooled in still air or under insulation.
 Vessel scheme of installation on supports (main view)
Vessel scheme of installation on supports (main view)
|
Внепечная термообработка
Технология термообработки №1497
Заказ. 200850650
Изделия: БУФЕРНАЯ ЕМКОСТЬ КИСЛОЙ ВОДЫ 05-V-601 черт. dwg 201. 7597. 00. 000
Материал: 09Г2С. Толщина: 16mm.
Тип термообработки: Высокий отпуск.
(Технология термообработки разработана в соответствие с MNPZ-SRU-RD-4137. 00-MM-TSP-002)
1. Крепление термопар (тип К (ХА), ГОСТ 1790-2016): на корпусе зажимами. На время термообработки перегородку обернуть в теплоизоляцию.
2. Нагрев от 420°C до 620°C (в соответствие с MNPZ-SRU-RD-4137. 00-MM-TSP-002).
Скорость нагрева не более 200°C/ч (время нагрева не менее 60 мин) и не менее 30°C/ч (время нагрева не более 5 часов 20 мин).
3. Выдержать при температуре 605°C-620°C не менее 1 часа (в соответствие с MNPZ-SRU-RD-4137. 00-MM-TSP-002).
4. Охладить в печи до 420°C (в соответствие с MNPZ-SRU-RD-4137. 00-MM-TSP-002).
5. Скорость охлаждения не более 200°C/ч (время охлаждения не менее 60 мин).
6. Далее допускается охладить в условиях неподвижного воздуха или под слоем теплоизоляции.
 Схема установки аппарата на опоры (главный вид)
Схема установки аппарата на опоры (главный вид)
|
|
Vessel scheme of installation on supports (view A)
Heating scheme of vessel’s body ТГЖ-1 – four heating furnace device
Схема установки аппарата на опоры (вид A)
Схема нагрева аппарата
| |||||||
|
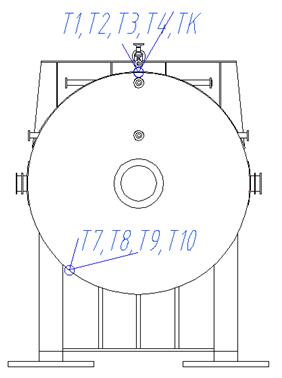
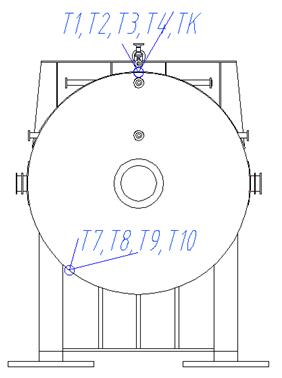
Thermocouples installation scheme and insulation (main view)
T1 – T12, ТК – thermocouples Thermocouples installation scheme (view A)
| |||||||
|
| |||||||
 Схема установки термопар и теплоизоляции (главный вид)
Схема установки термопар и теплоизоляции (главный вид)
T1 – T12, ТК – термопары Схема установки термопар (вид A) | |||||||


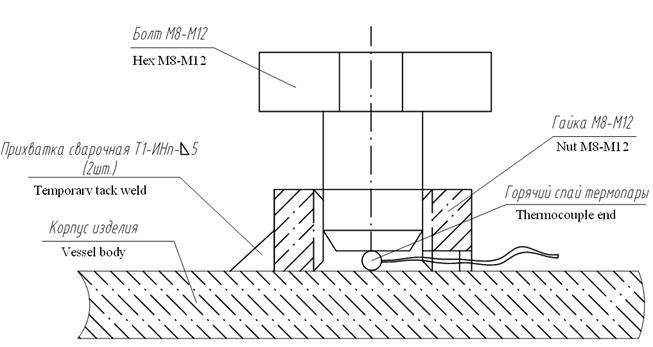 Scheme of thermocouples fastening
After heat treatment, remove thermocouple mechanically, clean the place of installation flush with the base metal, conduct a visual inspection and dye penetrant inspection.
Welding engineer V. A. Ershov
Scheme of thermocouples fastening
After heat treatment, remove thermocouple mechanically, clean the place of installation flush with the base metal, conduct a visual inspection and dye penetrant inspection.
Welding engineer V. A. Ershov
|
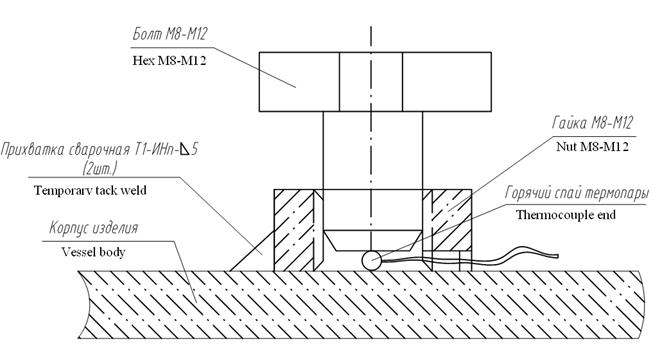 Схема крепления термопар
После термообработки крепление термопары удалить механическим способом, зачистить места установки заподлицо с основным металлом, провести визуальный контроль и цветную дефектоскопию.
Инженер-технолог по сварке В. А. Ершов
Схема крепления термопар
После термообработки крепление термопары удалить механическим способом, зачистить места установки заподлицо с основным металлом, провести визуальный контроль и цветную дефектоскопию.
Инженер-технолог по сварке В. А. Ершов
|
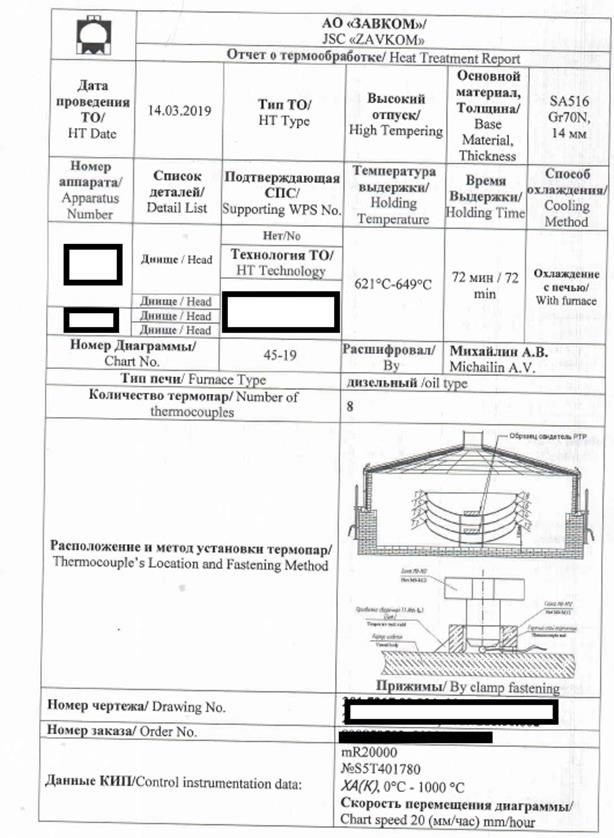
Heat Treatment Report example

|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|