- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема№10. «Виды разделки кромок под сварку»
Тема№10. «Виды разделки кромок под сварку»
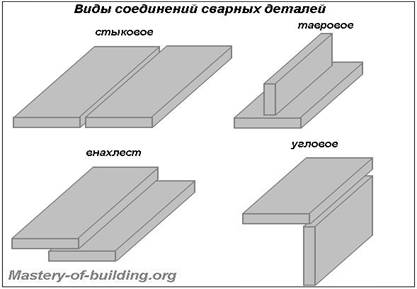
Виды и способы соединений сварных деталей, разделки их швов и кромок
Сварщик должен знать, как соприкасаются между собой сварные детали. В зависимости от проектного положения, по правилам ГОСТ и СНиП существуют разные виды сварных соединений. Это касается не только пластин, но и уголков, швеллеров, труб, квадратов и других прокатных изделий.
Ни одно строительное производство не обходится без ручной электродуговой сваркой низкой и средней мощности. В меньшем количестве случаев (когда нет доступа к электричеству) виды сварных швов выполняются газопламенной ручной сваркой.
Необходимо знать, какие бывают виды сварного шва, то есть, как производить обработку кромок деталей для их состыковки, фиксации в том или ином пространственном положении и дальнейшей их сварки.
Как правило, тот или иной вид шва сварного соединения формируется при помощи электроинструмента – «болгарка» с двумя типами кругов:
1. Отрезной по металлу (предназначен для обрезки детали под тем или иным углом);
2. Угловой шлифовальный (предназначен обработки, их отрезных поверхностей, шлифованию, чтобы они ровно прилегали друг к другу).
Кроме того, сам сварочный аппарат способен работать в режиме резки.
Способы разделки швов стыковых сварных соединений
Обе детали соединяются торцами, которые заранее обрабатывают, либо оставляют необработанными. Это зависит от толщины металла деталей, стыковое соединение которых предполагается выполнить.
Может быть обработан торец только одной детали, что позволяет уменьшить расход металла, сварочной проволоки при солидной толщине деталей. Виды стыковых соединений могут быть обработаны с одной стороны – для односторонней сварки и с двух сторон – для двусторонней сварки.
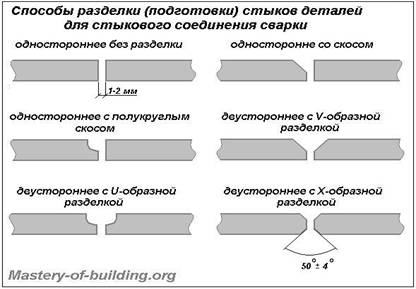
Соединение без разделки не обрабатывается, только возможно убираются зазубрины, неровности и шероховатости, чтобы совершить состыковку с зазором не более 2 мм, как положено по ГОСТ. Бывает односторонним и двухсторонним, рассчитано на сварные стыковые соединения деталей, толщина металла которых не превышает 4 – 8 мм.
Соединение со скосом торцов Может быть и односторонний ровный/овальный скос кромки, и двусторонняя разделка, V-образный, U-образный скос. Применяются все эти типы стыковых соединений для деталей с толщиной металла 4-25 мм с зазором 1-2 мм.
Соединение с двусторонней разделкой выполняется при толщине свариваемой детали от 12 мм, так как именно с этой величины начиная можно заметить снижение расхода материала для сварки, металла. При этом и сама сварка стыковых соединений происходит быстрее, чем в случае с односторонней разделкой кромок по V-образному или U-образному способу, а расход сварочных материалов уменьшается в два раза.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|