- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема. «Наплавка горизонтальных валиков».
Тема. «Наплавка горизонтальных валиков».
 Подготовкаметалла к наплавке. Подготовкаметалла к наплавке.
   
| Очистить металл от грязи, ржавчины, масла, применяя инструмент сварщика. | ||||||||||||||||||||||||||||||||||||
| Выбор режима наплавки. Iнапл. = 0, 9 К. Д. э. | При наплавке горизонтальных валиков ток уменьшают на 10%, по сравнению с током наплавки в нижнем положении. Д э = 3 -4 мм. | ||||||||||||||||||||||||||||||||||||
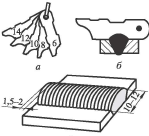
Техника наплавки.
  Вид сбоку Вид сбоку
Вид спереди
15° | Основные правила наплавки горизонтальных валиков. 1. Наплавку производят короткой дугой, с незначительными колебательными движениями. 3. Колебательные движения и угол наклона электродом должны способствовать поднятию вверх стекающей капли металла. 4. Угол наклона электрода15º к горизонту. Технические требования: 1. Ширина валика (2-4)Дэ = 8 -10 мм. выпуклость валика 2-3мм. 2. Отсутствие пропусков, прожогов и пережогов металла, пор и шлаковых включений. 3. Отсутствие незаваренных кратеров. 4. Прямолинейность валика. 5. Равномерное сечение сварного валика. | ||||||||||||||||||||||||||||||||||||
5. Контроль качества наплавки.
 10 мм 10 мм
| Очистить валик от шлака и брызг металла. Проверить геометрические размеры валика шаблоном и линейкой и осмотреть шов на наличие наружных дефектов. Дефекты устранить. . | ||||||||||||||||||||||||||||||||||||








 .
.  15°
15°



|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|