- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Волочение
Суть волочения заключается в протягивании исходной заготовки через постепенно сужающееся отверстие. Размеры поперечного сечения при этом уменьшаются, а длина увеличивается. Инструмент, используемый при волочении, называется волока (рис. 16).
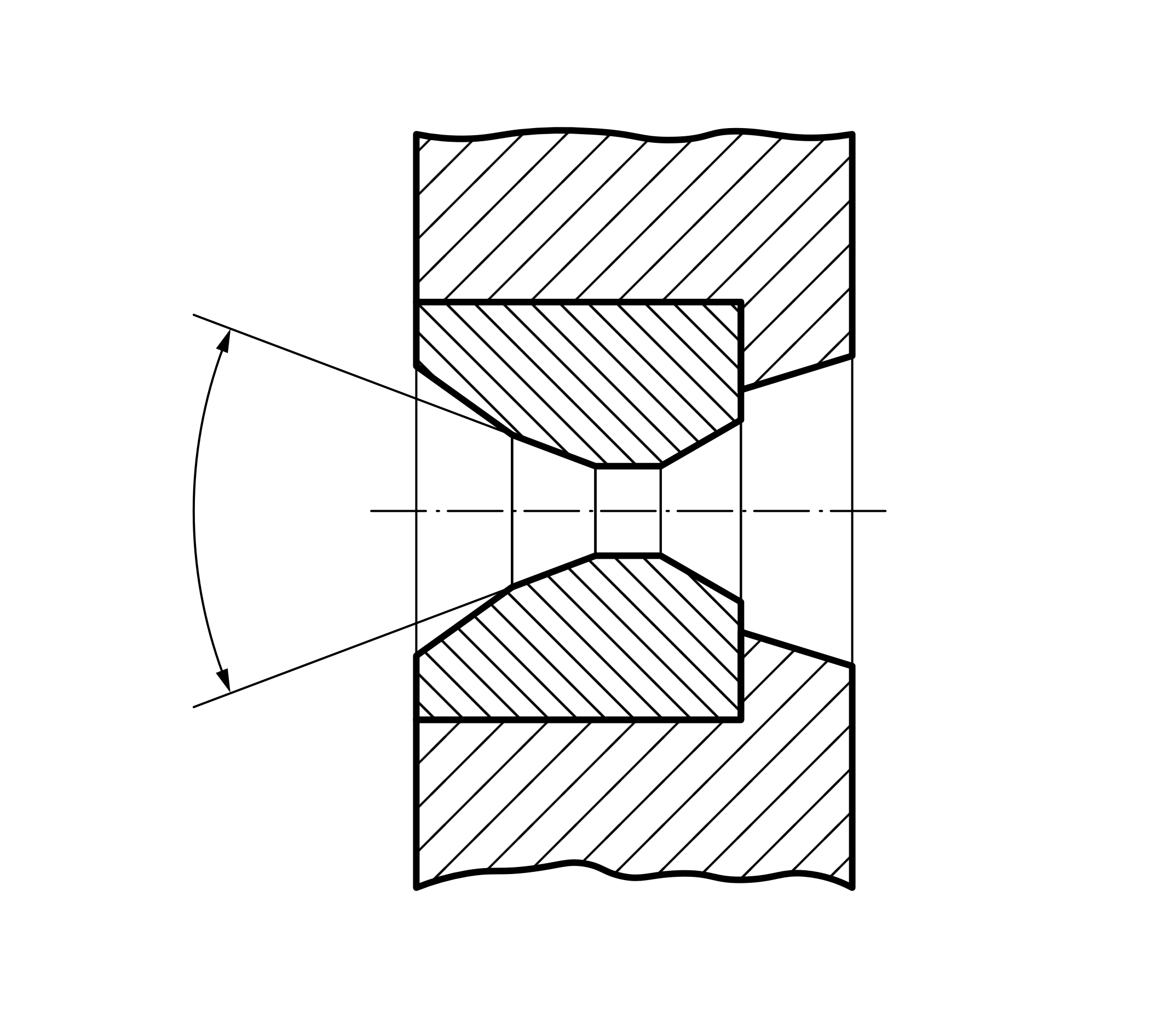
Рис. 16. Волока
В направлении волочения у волоки различают четыре участка: 1-входной, 2-рабочий, 3-калибрующий, 4-выходной. Входной участок используют для подачи смазки к зоне деформации. Рабочий участок производит деформацию металла, Калибрующий участок окончательно формирует профиль изделия. Выходной участок предотвращает образование задиров и предохраняет калибрующую часть от повреждений. Волоки изготовляют из прочных износостойких материалов: инструментальных сталей, металлокерамических твёрдых сплавов, технических алмазов. Волочение производят на волочильных станах цепных, гидравлических, барабанных.
Волочение, как правило, проводят без нагрева металла. Исходными заготовками служат прокатные и прессованные профили как сплошные, так и полые. В результате волочения они получают другие размеры и формы поперечного сечения, повышаются прочностные и точностныехарактеристики. Примеры продукции, полученной волочением, показаны на рис. 17.
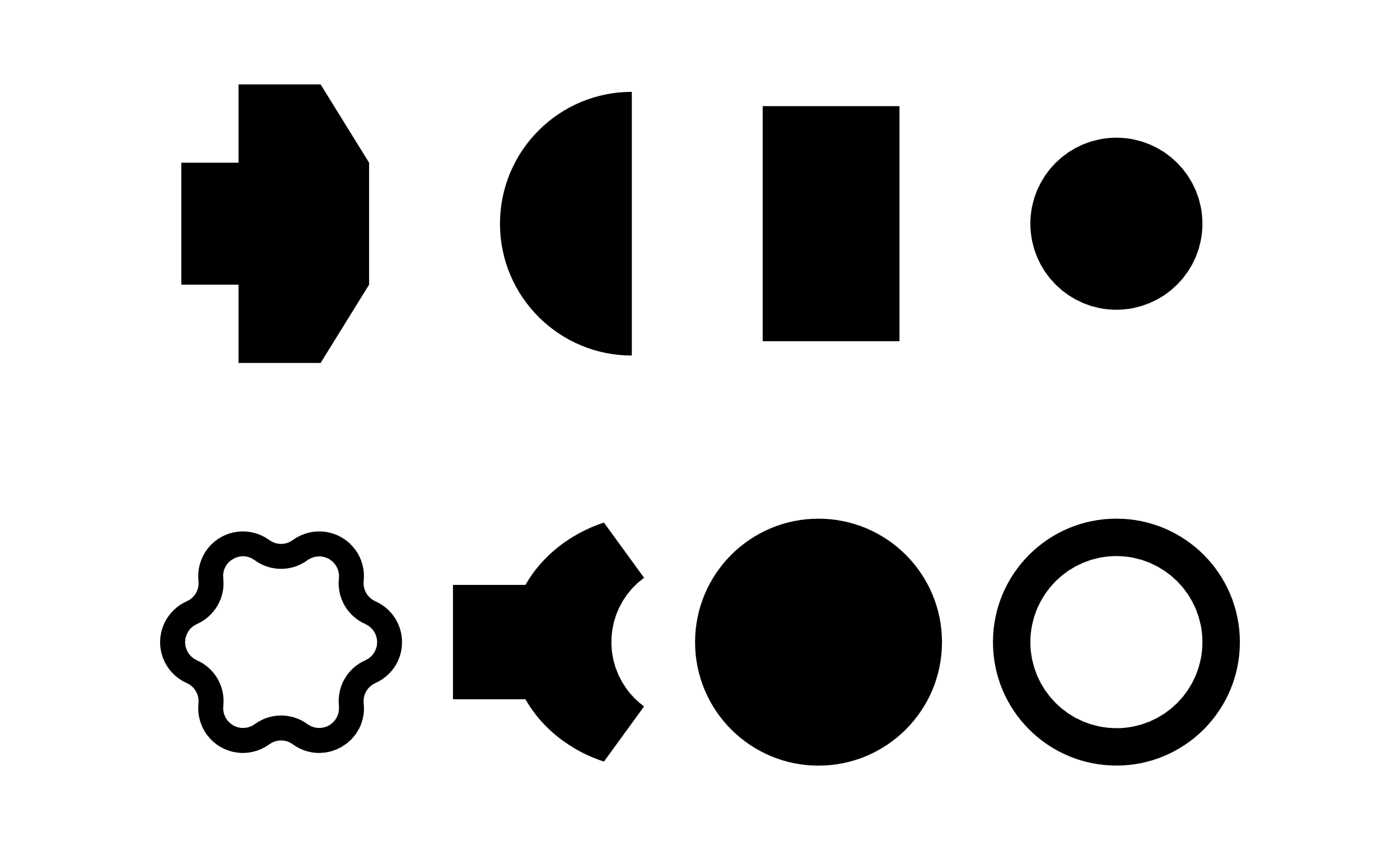
Рис. 17. Профили продукции волочения
Конец заготовки, подвергаемой волочению, предварительно заостряют и вставляют в волоку. С другой стороны заготовку захватывает зажим тянущего механизма и производится волочение. Рис. 18 иллюстрирует процесс волочения. При волочении труб без оправки размеры их поперечного сечения уменьшаются, а толщина стенки практически не меняется. Для уменьшения толщины стенки трубы волочение проводят с оправкой, зазор между нею и калибрующей зоной волоки и определяет толщину стенки трубы. Оправка может быть неподвижной, как на рис. 18в, длинной, движущейся вместе с трубой, и плавающей. Часто для получения требуемого размера изделия металл приходится протягивать через несколько уменьшающихся последовательно расположенных волок.
В результате волочения в условиях холодной ОМД происходит упрочнение металла и снижение пластичности, делающие невозможной дальнейшую обработку. Для восстановления пластичности проводят промежуточные отжиги, обеспечивающие продолжение волочения.
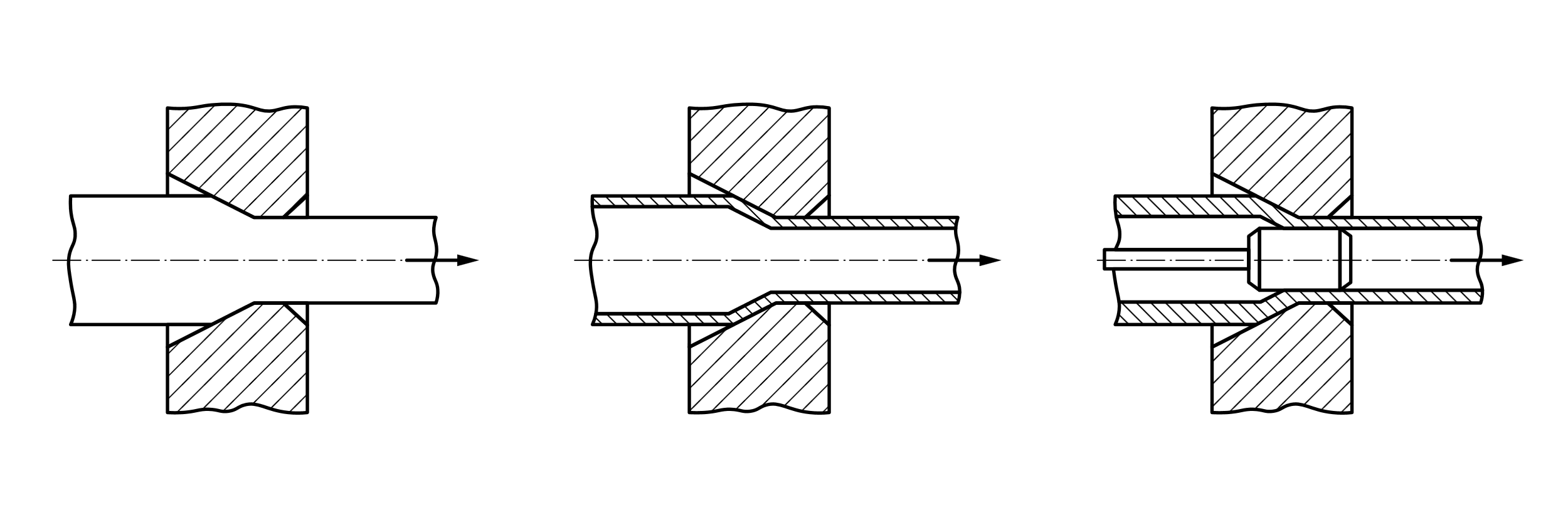
Рис. 18. Схемы волочения, а) сплошного профиля, б) трубы без оправки, в) трубы с оправкой. 1-волока, 2-заготовка, 3-оправка
Продукция волочения - это сплошные прутки и трубы с разными формами поперечного сечения. Поскольку при волочении происходит холодная деформация металла, то продукция отличается повышенной прочностью и твёрдостью, высокой точностью формы и размеров, хорошим качеством поверхностей. Волочение служит единственным массовым способом получения проволоки с диаметрами 5…0, 002 мм.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|