- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
3. Вибір різального, допоміжного та контрольно вимірювального інструменту.
Міністерство освіти і науки України
Тернопільський національний технічний університет
імені Івана Пулюя
Кафедра “Технології машинобудування”
Звіт
до лабораторної роботи № 5
на тему:
“Дослідження впливу режимів різання на якість обробки при розточуванні”
з дисципліни:
“Технологічні основи машинобудування“
Виконав:
студент групи ХС – 31
Аношкін І. В.
Перевірив:
к. т. н Паньків М. Р
Тернопіль 2016
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР5. 001. 01 |
| Розроб. |
| Аношкін І. В. |
| Перевір. |
| Паньків М. Р. |
| Н. Контр. |
| Затверд. |
| Тема: Дослідження впливу режимів різання на якість обробки при розточуванні |
| Літ. |
| Акрушів |
| ТНТУ ім. І. Пулюя ХВс-32 м. Тернопіль |
Мета роботи: Дослідження впливу режимів різання на якість обробки при розточуванні та розрахунок режимів різання при роботі на розточних верстатах.
1. Обладнання, необхідне для виконання роботи:
Технічна характеристикавертикально розточного верстата мод. 2Е78П
| Технічна характеристика | Позначення | Параметр |
| Найбільший/найменший діаметр розточування отвору | мм | 200/28 |
| Найбільший розмір оброблюваної деталі | мм | 750× 500× 450 |
| Відстань від вертикального шпинделя до стола верстата | мм | |
| Відстань від шпинделя до стійки | мм | |
| Найбільше переміщення шпиндельної бабки | ||
| Частота обертання шпинделя | об/хв | 26/120 |
| Кількість швидкостей шпинделя |
| Границі робочих подач на оберт один шпинделя | мм/об | 0, 025…0, 2 |
| Кількість ступенів подач | ||
| Розміри робочого столу | мм | 100× 500 |
| Найбільше переміщення столу | мм | 800× 200 |
| Конус шпинделя | морзе 4 | |
| Число ступенів робочих подач | ||
| Електродвигун приводу головного руху | кВт | 2, 2 |
| Габарити верстата | мм | 1750× 1560 × 2125 |
| Маса верстату | кг |
| Зм. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР5. 001. 01 |
3. Вибір різального, допоміжного та контрольно вимірювального інструменту.
1. Для кріплення розточного різця в шпинделі верстату використовую розточну головку «Головка 6310-0001 ГОСТ 22393-77»
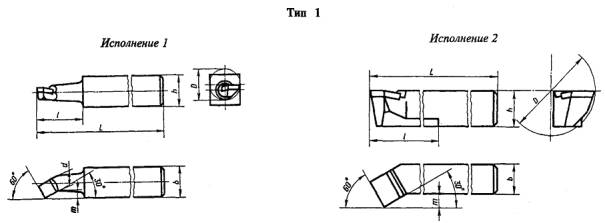 2. Для розточування використовую розточний різець «Різець2140-0003ВК4ГОСТ18882-73»
2. Для розточування використовую розточний різець «Різець2140-0003ВК4ГОСТ18882-73»
Приклад умовного позначення різця типу1, виконання1, січенямh ´ b = 16 ´ 16 мм, довжиноюl = 25 мм, с кутом врізання платини в стержень 10°, зтвердосплавною пластиною ВК4:
3. Для контролю отриманого отвору використовую:
«Нутромір 50-100-1 ГОСТ 868-82» (з точністю вимірювання 0, 01) (для вимірювання отвору після розточування)
| Зм. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР5. 001. 01 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|