- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
2.Вибір ріжучого та вимірювального інструменту.
Міністерство освіти і науки України
Тернопільський національний технічний університет
імені Івана Пулюя
Кафедра “Технології машинобудування”
Звіт
до лабораторної роботи № 3
на тему:
“Технологія обробки отворів в деталях машин”
з дисципліни:
“Технологічні основи машинобудування“
Виконав:
студент групи ХС – 31
Аношкін І. В.
Перевірив:
к. т. н Паньків М. Р
Тернопіль 2016
Тема роботи: Технологія обробки отворів в деталях машин.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР3. 001. 01 |
| Розроб. |
| Аношкін І. В. |
| Перевір. |
| Паньків М. Р. |
| Н. Контр. |
| Затверд. |
| Тема: Технологія обробки отворів в деталях машин. |
| Літ. |
| Акрушів |
| ТНТУ ім. І. Пулюя ХВс-32 м. Тернопіль |
Мета роботи: Вибір режимів різання та ріжучого інструменту для досягнення заданої точності та чистоти поверхні при обробці отворів. Освоєння методики аналітичного розрахунку режимів різання. Вибір методу контролю отвору.
1. Обладнання, необхідне для виконання роботи:
Технічна характеристикавертикально-свердлильного верстатаверстата мод. 2Н125
| Технічна характеристика | Позначення | Параметр |
| Найбільший діаметр свердління в сталі | мм | |
| Найменша і найбільша відстань від торця шпинделя до стола | мм | 60…700 |
| Відстань від вертикального шпинделя до направляючих стійки | мм | |
| Розміри робочої поверхні стола | мм | 400× 450 |
| Число Т-подібних пазів і розміри Т-подібних пазів | ||
| Найбільше вертикальне переміщення столу (ось z) | мм | |
| Найбільше переміщення шпинделя (хід) | мм |
| Переміщення шпинделя на один оберт маховика | мм | 122, 46 |
| Частота оборотів шпинделя | об/хв | 45…2000 |
| Кількість ступеней чисел обертів | ||
| Найбільший крутний момент | Hм | |
| Конус шпинделя | морзе 3 | |
| Число ступенів робочих подач | ||
| Межі вертикальних робочих подач на оборот шпинделя | мм | 0, 1…1, 6 |
| Електродвигун приводу головного руху | кВт | 2, 2 |
| Габарити верстата | мм | 2350× 785× 915 |
| Маса верстату | кг |
| Зм. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР3. 001. 01 |
2. Вибір ріжучого та вимірювального інструменту.
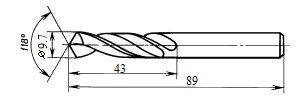
Для свердління використовуємо інструмент«Свердло 2300-2819-A1 ГОСТ 4010-77» (матеріал свердла Р6М5)
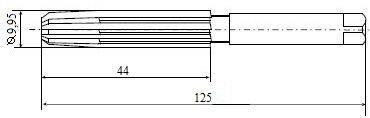
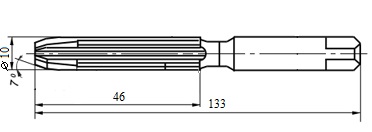
Для попереднього розвертання використовуємо інструмент «Розвертка 2363-0093 №2ГОСТ 1672-80»(матеріал розвертки Р6М5)
| Зм. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР3. 001. 01 |
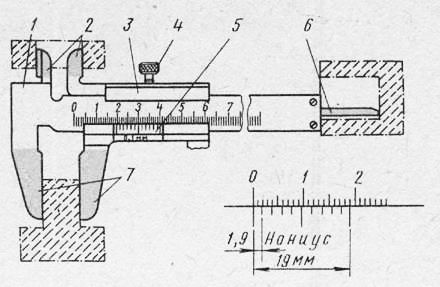
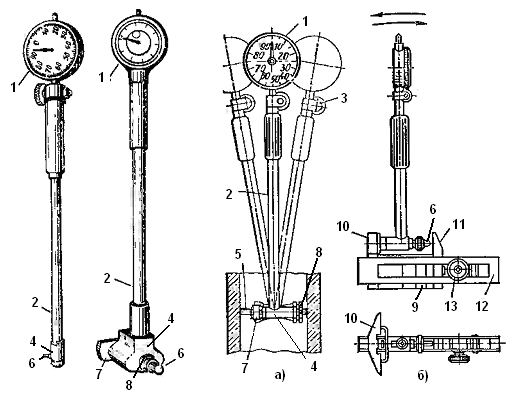
Використовуємо такі вимірювальні прилади:
1. Штангенциркуль ШЦ І -250-0, 1 ГОСТ 166-89 (з точністю вимірювання 0, 01) (для вимірювання отвору після свердління)
2. Нутромір 3-18-1 ГОСТ 868-82 (з точністю вимірювання 0, 01) (для вимірювання отвору після розвертання)
| Зм. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| ТОМ. ЛР3. 001. 01 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|