- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
3. Ручьи штампов ГКМ
Ручьи штампов ГКМ делятся на шесть групп:
1. Наборные ручьи.
2. Формовочные и формовочно-прошивные ручьи.
3. Пробивные ручьи.
4. Отрезные ручьи.
5. Обрезные ручьи.
6. Специальные ручьи.
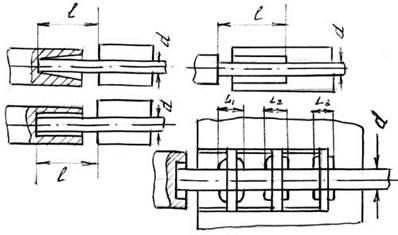
Наборные ручьи используются для сосредоточения требуемых объемов металла на участках исходной заготовки. Наборные ручьи делятся на пять видов: для набора металла в пуансоне, для набора металла в матрице, для одновременного набора в пуансоне и матрице, для набора металла в скользящей матрице, для набора металла одновременно в пуансоне и скользящей матрице.
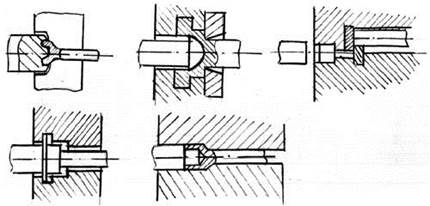
Формовочные ручьи делятся на четыре вида: для предварительной формовки в пуансоне, для окончательной формовки в пуансоне, для предварительной формовки в матрице, для окончательной формовки в матрице.
Пробивные ручьи делятся на три вида: для пробивки сквозного отверстия пуансоном в ручье матрицы при горизонтальном расположении поковки, для пробивки сквозного отверстия пуансоном при вертикальном положении поковки, для пробивки сквозного отверстия пробивным пуансоном, расположенным в подвижной матрице, в ручье, расположенном с неподвижной матрице, при горизонтальном расположении поковки.
Отрезные ручьи делятся на четыре вида: для отрезки поковки от прутка путем сдвига поковки при неподвижном прутке, для отрезки поковки с последующей ее правкой в ручье матрицы, для отрезки поковки за счет сдвига прутка, для отрезки " высечки" сдвигом ее при неподвижном прутке.
Обрезные ручьи делятся на четыре вида: для обрезки заусенца, расположенного на переднем торце поковки, для обрезки заусенца, расположенного на некотором расстоянии от переднего или заднего горца утолщенной части поковки, для обрезки заусенца, расположенного на заднем торце утолщенной части поковки, для обрезки заусенца за счет его сдвига при неподвижной поковке.
Специальные ручьи делятся на четыре вида: для расплющивания или формовки утолщенной части поковки ходом подвижной матрицы, для протяжки конца заготовки ходом подвижной матрицы, для гибочных операций, осуществляемых ходом подвижной матрацы, для гибочных операции, осуществляемых пуансоном или одновременно пуансоном и матрицей.
Технологический процесс штамповки на ГКМ существенно отличается от процесса, осуществляемого на молотах и прессах. При многоручьевой штамповке наиболее часто применяют наборные, формовочные и пробивные переходы. Наборные переходы, являясь заготовительными, служат для увеличения толщины деформируемой части заготовки перед последующей формовкой и прошивкой. Осуществляются они высадкой, так же, как и формовка, придающая утолщенной части поковки требуемую фасонную форму. Обычно формовку и прошивку производят одновременно, при этом пробивку сквозных отверстий в поковках, как правило, совмещают с отделением последних от прутка.
Кроме указанных переходов осуществляют обрезку заусенца, отрезку негодного под штамповку конца прутка, пережим прутка на меньшее сечение, гибку, штамповку, штамповку выдавливанием.
При изготовлении поковки за несколько переходов набор металла производят в конической полости пуансона, так как характер течения и условия заполнения полости при высадке в матрице хуже.
Однако при штамповке осесимметричных поковок с удлиненной осью в ряде случаев оказывается целесообразным располагать последний наборный переход в полости матрицы с целью создания более благоприятных условий деформирования заготовки в последующих ручьях штампа.
Положение разъема между пуансоном и матрицей часто определяется формой утолщения. Желательно разъем устанавливать в том месте фигуры, которое заполняется металлом в последнюю очередь (меньше заусенец). При выборе разъема учитывают следующее:
1. Формовка в матрице освобождает от уклонов.
2. Формовка в пуансоне исключает сдвиг фигуры, возможный при относительном смещении матриц.
Формовку утолщений сплошного сечения осуществляют за один переход. Только при штамповке поковок очень сложной формы (большая эксцентричность, значительное отклонение от формы тела вращения) формовку выполняют за два перехода.
Процесс формовки чрезвычайно разнообразен в связи с разнообразием номенклатуры поковок. В отдельных случаях формовка сопровождается высадкой и прошивкой с образованием глухой полости, высадкой с выдавливанием.
Пробивку глубоких полостей желательно производить за счет равномерной раздачи металла в стороны, так как в противном случае при встречном течении металла заметно возрастает потребное усилие и снимается стойкость инструмента. Наилучшие условия для прошивки будут тогда, когда площади всех поперечных сечений заготовки будут несколько меньше площадей соответствующих кольцевых сечений поковки. Все предшествующие переходы необходимо проектировать так, чтобы получить утолщенный конец оптимальной формы и размеров, прошивка которого обеспечила бы получение поковки заданной формы. Прошивные пуансоны имеют угол заострения 60, 90, 120°, уклон составляет от 30° до 2°.
Если поковка должна иметь фланец, то его следует отформовать до прошивки и, учитывая раздачу при прошивке, принять их диаметр меньше окончательного из учета равенства площади круга непрошитого фланца и площади кольца прошитого фланца. С учетом неизбежной утяжины с краев надо создать некоторый запас металла, для чего предусматривается конусообразный торец, который превращается в плоский при прошивке в результате утяжки.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|