- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Карта технологического процесса сварки
| РД-НГДО-М01-325х10 | Утверждаю Руководитель ЮР-3ГАЦ _______________Куйсоков К. Ю. " __" ____________20__ г. |
Карта технологического процесса сварки
контрольного сварного соединения для аттестации сварщиков
Группа ОТУ: НГДО
| ФИО сварщика: | Шевелев Д. А. | Клеймо: | ||
| Вид (способ) сварки: | РД (111) | Основной материал (марка): |
20М01 | |
| Наименование НД (шифр): |
СТО Газпром 2-2. 2-115-2007 | |||
| Типоразмер, мм | ||||
| Тип шва: | СШ (BW) | диаметр: | ||
| Тип соединения (по НД): | СТО Газпром 2-2. 2-115-2007, Тр-11 | толщина: | ||
| Положение при сварке: | Н45 (Н-L045) | Способ сборки: | на наружном центраторе | |
| Вид соединения: |
ос (бп) | Требования к прихватке: |
не менее 2-х прихваток длиной 20 – 30 мм. Прихватки равномерно распределить по периметру | |
| Присадочные материалы (марка, стандарт, ТУ): | LB-52U; ОК 74. 70 | Сварочное оборудование: | Сварочный выпрямитель ВД-506 Д | |
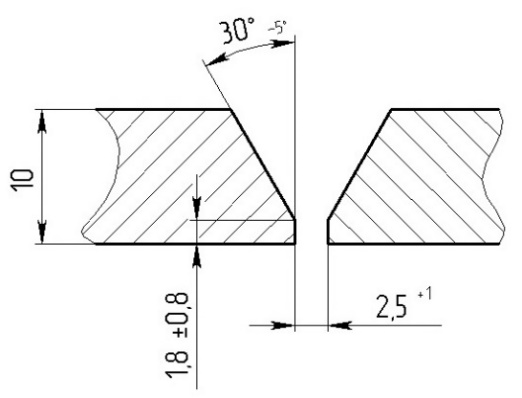
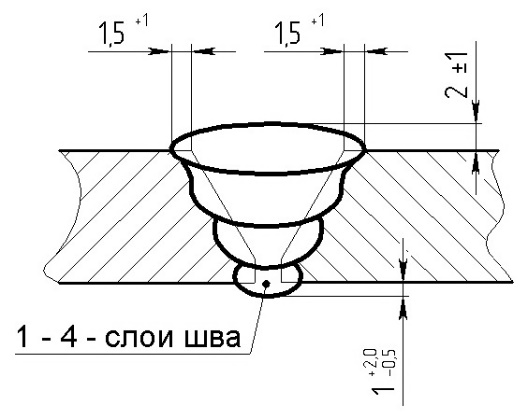
Эскиз контрольного сварного соединения
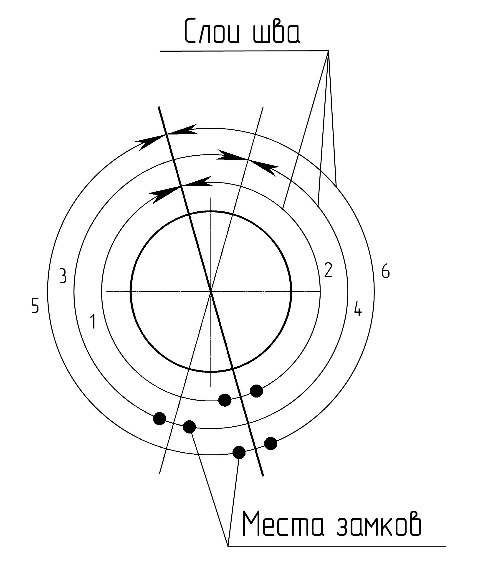
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки |
| 
| 
|
Технологические параметры сварки
| Наименование слоя (номер валика) | Способ сварки | Марка электрода | Диаметр электрода, мм | Род и полярность тока | Сила тока, А |
| Корневой | РД | LB-52U | 2, 6 | постоянный ток обратной полярности | 70-90 |
| Заполняющие | РД | ОК 74. 70 | 3, 2 | постоянный ток обратной полярности | 80-120 |
| Облицовочный | РД | ОК 74. 70 | 3, 2 | 80-120 |
Дополнительные технологические требования по сварке
Свариваемые кромки и прилегающие к ним внутренние и наружные поверхности свариваемых элементов должны быть зачищены механическим способом шлифмашинкой на ширину не менее 15 мм. Усиление заводских швов снаружи трубы должно быть удалено механическим способом(шлифованием) до остаточной величины от 0, 5 до 1, 0 мм на расстоянии от 10 до 15мм от торца трубы.
Возбуждение дуги при сварке следует выполнять только с поверхности разделки кромок свариваемых элементов. Не допускается зажигать дугу на поверхности металла труб.
Прихватки должны быть полностью удалены механическим способом шлифмашинкой в процессе сварки корневого слоя шва.
Ручную дуговую сварку следует выполнять «на подъем» возможно короткой дугой. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15—20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20—25 мм от кратера.
Облицовочный слой шва должен быть выполнен с плавным переходом к основному металлу без образования подрезов по кромкам.
В процессе сварки каждый слой шва и свариваемые кромки, а также после завершения сварки облицовочный слой и прилегающие к нему поверхности труб на расстоянии не менее 10 мм должны быть зачищены от шлака и брызг наплавленного металла механическим способом шлифмашинками.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|