- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
3.Выбор металлорежущего оборудования и оснащения
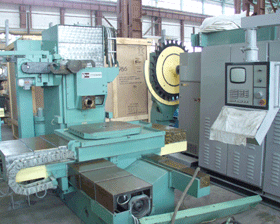
Станок горизонтальный многоцелевой, сверлильно-фрезерно-расточной. Модель 2206ВМФ4-03.
Станок предназначен для комплексной обработки корпусных деталей средних размеров с четырех сторон без переустановок по заданной программе.
На станке можно производить получистовое и чистовое фрезерование плоскостей, пазов и криволинейных поверхностей фрезами различных типов, а также растачивание, сверление, зенкерование, развертывание, нарезание резьбы метчиками в деталях из чугуна, стали, цветных металлов и пластмасс.
Управление станка осуществляется по программе хранящейся в памяти УЧПУ. Исполнение УЧПУ типа 2С42.
На станке программируется координатные перемещения стола и шпиндельной головки, скорости этих перемещений, частота вращения шпинделя, смена инструмента, выбор коррекции на диаметр и длину инструмента, стандартные циклы обработки.
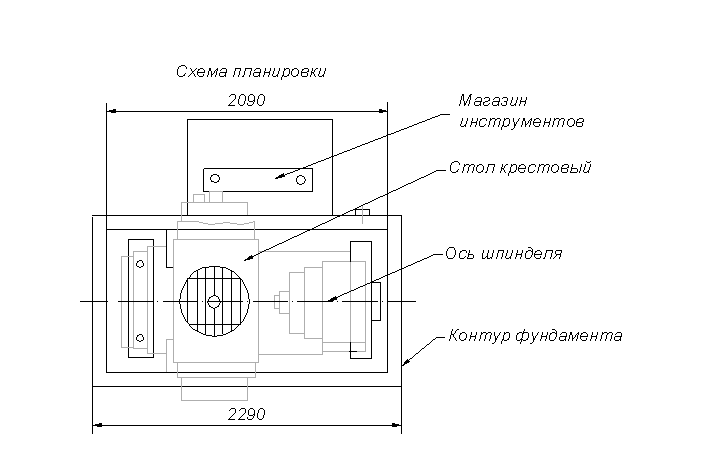
Станок оснащен крестовым поворотным столом, лобовой бесконсольной шпиндельной головкой. инструментальный магазин установлен на самостоятельных опорах возле станка, что позволяет значительно увеличить жесткость станка, повысить вибpоустойчивость и свести к минимуму изменения его точностных параметров. В качестве привода главного движения использован электродвигатель с широким диапазоном регулирования, что сокращает длину кинематических цепей и улучшает эксплуатационные качества станка.

устройство для контроля угла поворота шпинделя позволяет автоматически устанавливать ориентированный по углу инструмент.
привод ходовых винтов непосредственно от высоко моментных электродвигателей обеспечивает высокую точность перемещений и гибкость управления подачами.
На станке применены замкнутые направляющие качения типа " танкеток" и беззазоpные передачи винт-гайка качения, что повышает долговечность станка и плавность перемещения рабочих органов.
Рабочая зона станка защищена специальной защитой.
Станок оснащен устройством теpмостабилизацией шпинделя.
Класс точности станка - В.
Таблица 1. Основные технические данные.
| Размеры рабочей поверхности стола по ГОСТ 6569-75, мм | |
| длина | 800-2, 0 |
| ширина | 630-1, 75 |
| Число Т-образных пазов | |
| Расстояние между пазами по ГОСТ 6569-75, мм | 80±0, 2 |
| Ширина центрального паза по ГОСТ 6569-75, мм | 18Н7 |
| Конусное отверстие в шпинделе по ГОСТ 15945-70 | |
| Конусность | 7: 24 |
| Наибольшее перемещение стола, мм | |
| продольное (ось " х" ) | |
| поперечное (ось " z" ) | |
| Наибольшее вертикальное перемещение шпиндельной головки, мм (ось " y" ) | |
| Предельные расстояния от оси шпинделя до рабочей поверхности стола, мм | 95-725 |
| предельные расстояния от торца шпинделя до центра стола, мм | 195-825 |
| Пределы частот вращения шпинделя, мин-1 | 10-2500 |
| С применением быстроходного шпинделя, мин-1 | до 5000 |
| Количество скоростей шпинделя | бесступенчатое |
| Количество скоростей подач | бесступенчатое |
| Пределы рабочих подач по осям " х", " y", " z", мм/с | 0, 017-67 |
| Величина ускоренных перемещений по осям " х", " y", " z", мм/мин | |
| Наибольшая скорость вращения стола, об/мин | |
| Наибольшая масса устанавливаемой заготовки (с учетом массы приспособления), кг | |
| Максимальное усилие подачи, Н | |
| Наибольший крутящий момент на шпинделе, Нм | |
| Емкость инструментального магазина, шт. гнезд | |
| Наибольший диаметр инструментов загружаемых в магазин, мм | |
| без пропуска гнезд | |
| с пропуском гнезд | |
| Максимальна длина инструментов, загружаемых в магазин, мм | |
| Максимальная масса инструмента, вставляемого в магазин, кг | |
| длинной до 200 мм | |
| длинной до 400 мм | |
| Время смены инструмента, не совмещенное с машинным временем и временем на перемещение шпиндельной головки в позицию смены, с | 4+1 |
| Точность одностороннего позиционирования Линейного (по осям " х", " y", " z" ), мкм | |
| Углового (поворотного стола, ось " В" ), угл. с | |
| Габаритные размеры станка (вместе с отдельно расположенными сб. единицами, агрегатами и электрооборудованием), мм | |
| Длина | |
| Ширина | |
| Высота | |
| Масса станка (без отдельно расположенных сб. единиц, Агрегатов и электрооборудования), кг | |
| Масса станка (вместе с отдельно расположенными Сб. единицами, агрегатами и электрооборудованием), кг | |
| Род тока питающей сети | Переменный трехфазный |
| Напряжение, В | |
| Частота тока, Гц | 50±1 |
| Напряжение питания, В | |
| а) электроприводов станка | |
| переменный | 380, 130 |
| постоянный | 230, 115 |
| б) цепей управления | |
| переменный | |
| постоянный | 24, 12 |
| в) цепей местного освещения | |
| Количество двигателей на станке (с электродвигателями транспортёра для отвода стружки) | |
| Мощность привода главного движения, кВт | |
| Суммарная мощность всех электродвигателей, кВт | 22, 5 |
Таблица 2. Основные данные устройства ЧПУ.
| Тип устройства программного управления | 2С-42-65 |
| Количество каналов управления | |
| в том числе | |
| для управления координатами | |
| для управления магазином инструментов | |
| для управления главным приводом | |
| Вид числового программного управления | Комбинированное (позиционное контурное) |
| Ввод информации | с перфоленты или с пульта |
| Код программы | ИСО 7bit |
| Задание геометрической информации | в абсолютных и относительных размерах |
| Измерительные преобразователи | индуктосины, вращающийся трансформатор |
| Коррекция размеров инструмента по длине и радиусу | |
| Индикация | Буквенно-цифровая и знаковая на электронно-лучевой трубке (до 512 знаков) |
| Смещение нуля отсчёта | Смещение нуля отсчёта для всех управляемых координат во всём диапазоне перемещений |
Центр обрабатывающий с ЧПУ 2С42-65; магазин 30, размер стола 630х800мм 2206ВМФ4-03
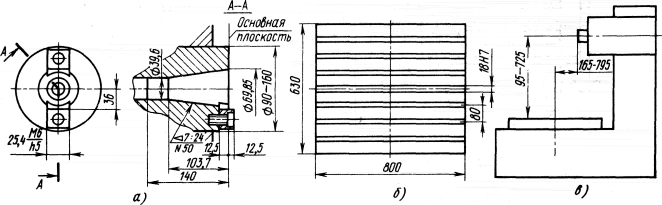
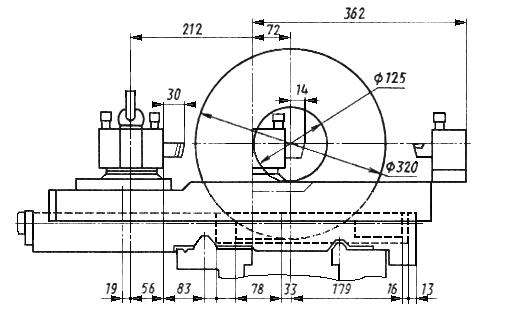
| Рис. 22. Шпиндель (а), стол (б) и габаритные размеры рабочего пространства (в) многооперационного станка 2206ВМФ |
1. Токарно-винторезный станок 16Б16ТС1 [3].

Рис. Общий вид станка 16Б16ТС1
| Рис……Габаритные размеры рабочего пространства токарного станка 16Б16Т1С1 |
Таблица Ошибка! Текст указанного стиля в документе отсутствует.. 3 Основные технические данные.
| Наибольший диаметр обрабатываемой заготовки, мм | |
| над станиной | |
| над суппортом | |
| Наибольшая длинна обрабатываемой заготовки, мм | |
| Высота расположения центров, мм | |
| Наибольший диаметр прутка, мм | |
| Шаг нарезаемой резьбы | |
| метрической, мм | 0, 05 - 40, 95 |
| Диаметр отверстия, мм | |
| Внутренний конус шпинделя | Морзе 5 |
| Частота вращения шпинделя, мин-1 | 2 - 1200 |
| Подача, мм/об | |
| продольная | 1 - 1200 |
| поперечная | 0, 025 - 1, 4 |
| Конус отверстия пиноли | Морзе 5 |
| Сечение резца, мм | 25 х 20 |
| Диаметр патрона по ГОСТ 2675-80, мм | |
| Мощность электродвигателя привода главного движения, кВт | 4, 2/7, 1 |
| Габаритные размеры станка, мм | |
| длина | |
| ширина | |
| высота | |
| Масса станка, кг | |
| Устройство числового програмного управления | НЦ-31 |
| Устройство преднабора и цифровой индикации | есть |
| Число управляемых координат одновременно | |
| Дискретность задания размеров (мм) по осям | |
| X | 0, 01 |
| Z | 0, 005 |
| Дискретность цифровой индикации, мм | 0, 001 |
| Постоянство диаметра образца в сечении, мкм | |
| поперечном | |
| любом | |
| Отклонение от плоскостности торцевой поверхности образца, мкм | |
3. Выбор металлорежущего оборудования и оснащения
Для программной обработки деталей используется обрабатывающий центр немецкой фирмы DeckelMaho DMU 160PduoBLOCK (см. рисунок 1. 6. 1). Он позволяет вести обработку в пяти координатах, что делает его идеально подходящим для обработки данной детали. Построение по типу duoBLOCK обеспечивает также как и жесткая станина станка в компактном построении высочайшую точность при полной обработке изделий.
Хотя данный станок дороже, чем тот, что применяется в заводском технологическом процессе, но этот выбор я считаю оправдан. Станки серии DMUхорошо зарекомендовали себя на Иркутском Авиационном заводе, поэтому предприятие, активно закупает данное оборудование. На предлагаемом мной станке, также могут обрабатываться другие крупногабаритные детали, помимо рассматриваемой мной балки. Например: лонжероны, стрингеры, шпангоуты, траверсы, а также более мелкие детали - корпуса, кронштейны, фитингии т. д. Потому что высокопроизводительное оборудование практически никогда не покупается, для обработки одного типа деталей.
Как при изготовлении единичных изделий и мелкосерийном производстве в общем машиностроении, инструментальном производстве и формовании или при высокопродуктивном производстве ориентированном на количество - решающим являются те факторы которые позволяют одновременную 5 стороннюю и 5 осевую обработку с долгосрочной точностью такие как: мощный моторный шпиндель, который вращается с 28 кВт и 12. 000 об/мин или 44 кВт и 10. 000 об/мин, варианты приводов с 1100 Нм и скоростной ход 60 м/мин.
Отличительные особенности станка:
· duoBLOCK-построение обеспечивает точность обработки как у координатно-расточного станка в сочетании с высочайшей динамикой.
· Высокая жесткость станины.
· Охлаждаемые жидкостью моторы и шарикоподшипниковые шпиндели.
· Модульное расширение до 5-осевой одновременной обработки.
· Инновационный инструментальный магазин гарантирует короткое время смены и наладки, до 4, 5 секунд.
· Простая установка и ввод в эксплуатацию.
· Высочайшая точность при полной обработке изделия.
· 3D-система управления с графической поддержкой на дисплее.
Станок оснащен вращающимся в горизонтальной плоскости поворотным столом, на котором крепится деталь. Обработка ведется одним инструментом, расположенным в шпиндельной головке. Для обработки детали в различных плоскостях, вращается деталь, закрепленная на столе и шпиндельная головка.
На данном станке можно выполнить сверлильную операцию, что значительно увеличивает экономию, так как нет необходимости закупать сверлильный станок, а также на нем можно выполнить оставшиеся универсальные операции. Еще одним преимуществом является наличие 60-и позиционного инструментального магазина, что значительно сокращает время на смену инструмента.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 0. 021. 00. 00. ПЗ |
В технологический процесс я внес новую операцию – сверлильную, в которой применяется сверлильная головка 771WGO00205UO-188 фирмы BENZ, необходимость ее применения заключается в невозможности сверления 18-ти отверстий в ребрах по углом девяносто градусов, т. к. головка станка не сможет войти в зону обработки из за своих размеров. Также в этой операции выполняется сверление 240-ти отверстий в боковых частях балки. Специальное приспособление дает возможность сделать фаски на всех оставшихся отверстиях. Введение этой операции на высокопроизводительном оборудовании позволит исключить долгую и трудоемкую слесарную операцию. Краткие технические характеристики сверлильной головки сведены в таблицу 1. 6. 2.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 0. 021. 00. 00. ПЗ |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|