- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Сверление
Сверление применяется для получения в заготовках или деталях круглых отверстий. Сверление осуществляют на сверлильных станках или механической (ручной), электрической или пневматической дрелью. Режущим иструментом является сверло. Сверла по конструкции разделяются на перовые, спиральные, центровые, сверла для сверления глубоких отверстий и комбинированные. В слесарном деле применяют преимущественно спиральные сверла. Сверла изготовляют из инструментальных углеродистых сталей У10А, У12А, а также из легированных хромистых сталей 9ХС, 9Х и быстрорежущих Р9 и Р18.
Спиральное сверло (рис. 57) имеет форму цилиндрического стержня с конусообразным рабочим концом, у которого по сторонам имеются две винтовые канавки с наклоном к продольной оси сверла в 25—30°. По этим канавкам стружка отводится наружу. Хвостовая часть сверла делается цилиндрической или конической. Угол заточки при вершине сверла может быть разным и зависит от обрабатываемого материала. Например, для обработки мягких материалов он должен быть от 80 до 90°, для стали и чугуна 116—118°, для очень твердых металлов 130—140°.
Сверлильные станки. В ремонтных мастерских наибольшее применение имеют одношпиндельные вертикально-сверлильные станки (рис. 58). Обрабатываемая заготовка или деталь помещается на столе, который можно поднимать и опускать при помощи винта. Рукояткой стол закрепляют на станине на необходимой высоте. Сверло устанавливают и закрепляют в шпинделе. Шпиндель приводится во вращение электродвигателем через коробку скоростей, автоматическая подача осуществляется коробкой подач. Вертикальное перемещение шпинделя осуществляется вручную маховиком.
Ручная дрель (рис. 59) состоит из шпинделя, на котором находится патрон, конической зубчатой передачи (состоящей из большого и малого зубчатых колес), неподвижной ручки, подвижной ручки и нагрудника. Сверло вставляют в патрон и закрепляют. При сверлении слесарь удерживает дрель левой рукой за неподвижную ручку, а правой вращает подвижную ручку, опираясь грудью на нагрудник.
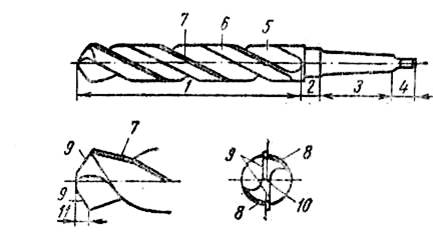
Рис. 57. Спиральное сверло:
1 — рабочая часть сверла, 2 —шейка, 3 — хвостовик, 4 — лапка, л — канавка, 6 — перо, 7 — направляющая фаска (ленточка), 8 — поверхность задней заточки, 9 — режущие кромг ки, 10 — перемычка, 11 — режущая часть
Рис. 58. Одношпиндельный вертикально-сверлильный станок 2135
Пневматическая дрель (рис. 60, а) работает под действием сжатого воздуха. Она удобна в работе, так как имеет небольшие габариты и вес.
Электрическая дрель (рис. 60, б) состоит из электродвигателя, зубчатой передачи и шпинделя. На конец шпинделя навинчивается патрон, в котором зажимается сверло. На кожухе имеются рукоятки, в верхней части корпуса — нагрудник для упора при работе.
Сверление производят или по разметке, или по кондуктору. При сверлении по разметке сначала размечают отверстие, затем его накернивают по окружности и по центру. После этого закрепляют обрабатываемую заготовку в тисках или другом приспособлении и приступают к сверлению. Сверление по разметке обычно осуществляют в два приема. Сначала просверливают отверстие на глубину четверти диаметра. Если полученное отверстие (несквозное) совпадает с размеченным, то продолжают сверление, в противном случае исправляют установку сверла и только после этого продолжают сверление. Такой способ имеет наибольшее применение.
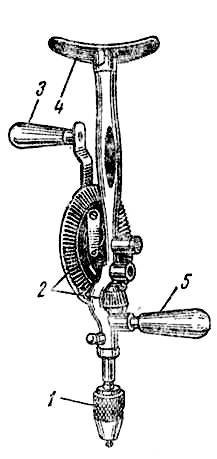
Рис. 59. Ручная дрель
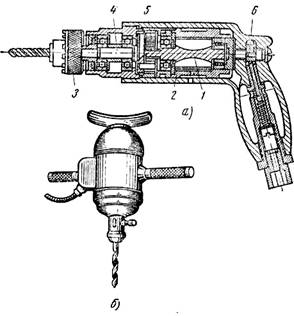
. Пневматическая (а) и электрическая (б) дрели:
1 — ротор, 2 — статор, 3 — патрон, 4 — шпиндель, 5 — редуктор, 6 — курок
Сверление большого количества одинаковых деталей с высокой точностью осуществляется по кондуктору (шаблону, имеющему точно выполненные отверстия). Кондуктор накладывают на обрабатываемую заготовку или деталь и через отверстия в кондукторе производят сверление. Кондуктор не дает возможности сверлу отклоняться, благодаря чему отверстия получаются точными и расположенными на нужном расстоянии. При сверлении отверстия под резьбу необходимо пользоваться справочными пособиями для выбора величины диаметра сверла в соответствии с видом резьбы, а также с учетом механических свойств обрабатываемого материала.
Причины поломок сверл. Основными причинами поломок сверл при сверлении являются: отклонение сверла в сторону, наличие в обрабатываемой заготовке или детали раковин, закупорка канавок на сверле стружкой, неправильная заточка сверла, плохая термическая обработка сверла, тупое сверло.
Заточка сверл. На производительность работы и качество сверления большое влияние оказывает заточка сверла. Сверла затачивают на специальных станках. В небольших мастерских сверла затачивают вручную на наждачных точилах. Контроль заточки сверла осуществляют специальным шаблоном, имеющим три поверхности а, б, в, 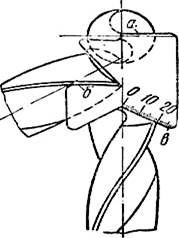
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|