- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Объёмная штамповка
Суть объёмной штамповки – деформирование заготовки с помощью специального инструмента-штампа. Штамп в конце штамповки имеет замкнутую полость, поверхности которой ограничивают течение металла, придавая изделию требуемые форму и размеры. Объёмная штамповка бывает горячая и холодная.
Заготовками для горячей объёмной штамповки служат небольшие слитки и прокат, в основном простой сортовой. Полученные изделия так же, как при ковке, называют поковками, а при необходимости уточнения – штампованными поковками.
На рис. 22 показаны схемы штампов для горячей объёмной штамповки в сомкнутом состоянии, соответствующем окончанию деформации металла. Они бывают двух видов: открытые (облойные) (рис. 22а) и закрытые (безоблойные) (рис. 22б).
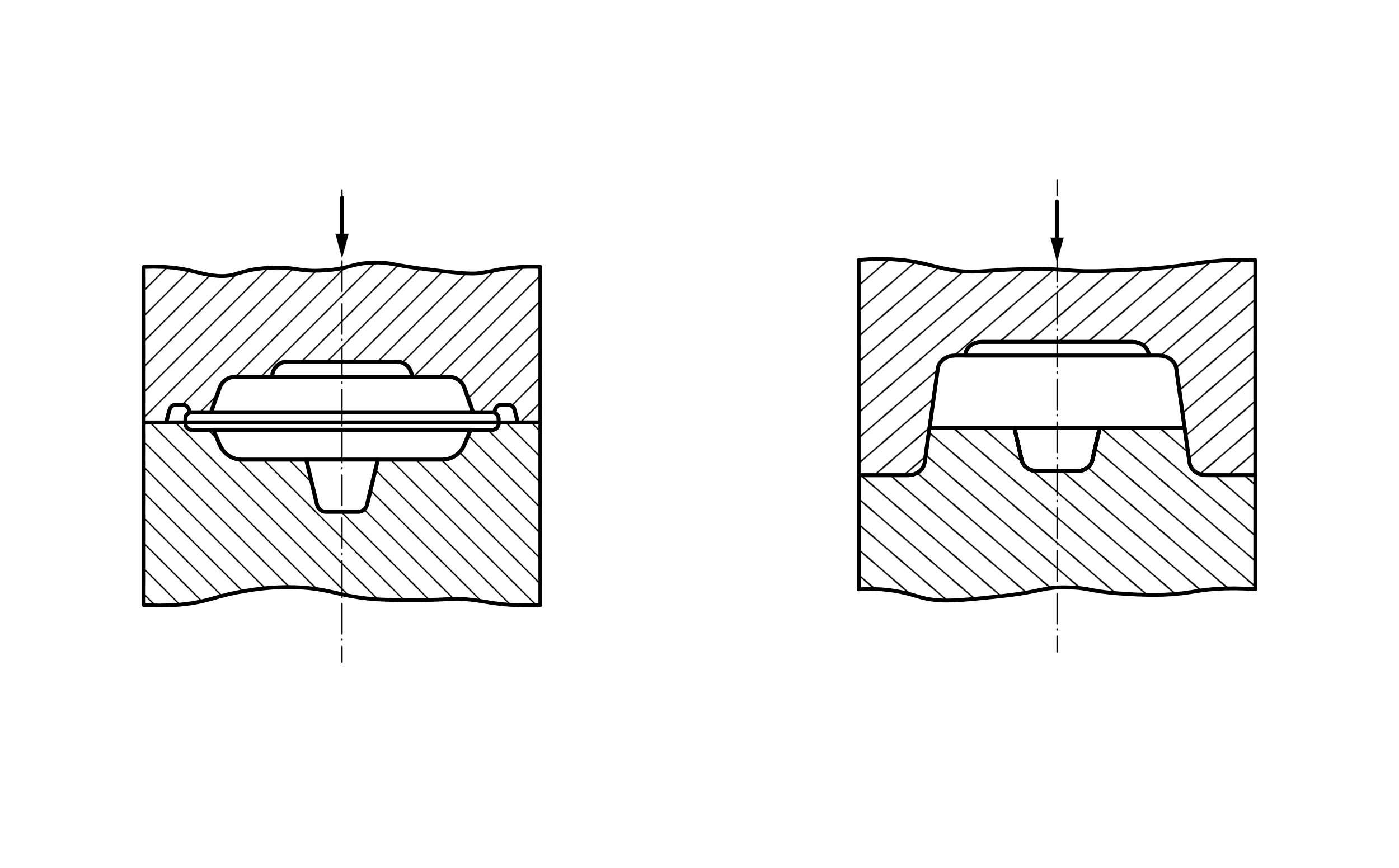
Рис. 22. Схемы штампов для горячей объёмной штамповки
Процесс получения поковок в открытых штампах называют облойной штамповкой, в закрытых – безоблойной штамповкой.
В открытом штампе вокруг его полости (ручья) в плоскости разъёма выполнена облойная канавка, соединяющаяся с полостью штампа узкой щелью. В облойную канавку выходит избыточный металл заготовки, когда части штампа близки к смыканию. Узкая щель создаёт большое сопротивление течению металла, поэтому избыточный металл вытекает в канавку после окончательного заполнения полости штампа. При облойной штамповке объём заготовки всегда больше объёма поковки. И нет необходимости высокой точности объёма заготовок, колебания объёма сопровождаются только большим или меньшим количеством металла, вытекающего в облойную канавку. Но вытекший в канавку металл образует на поковке заусенец-облой, подлежащий удалению.
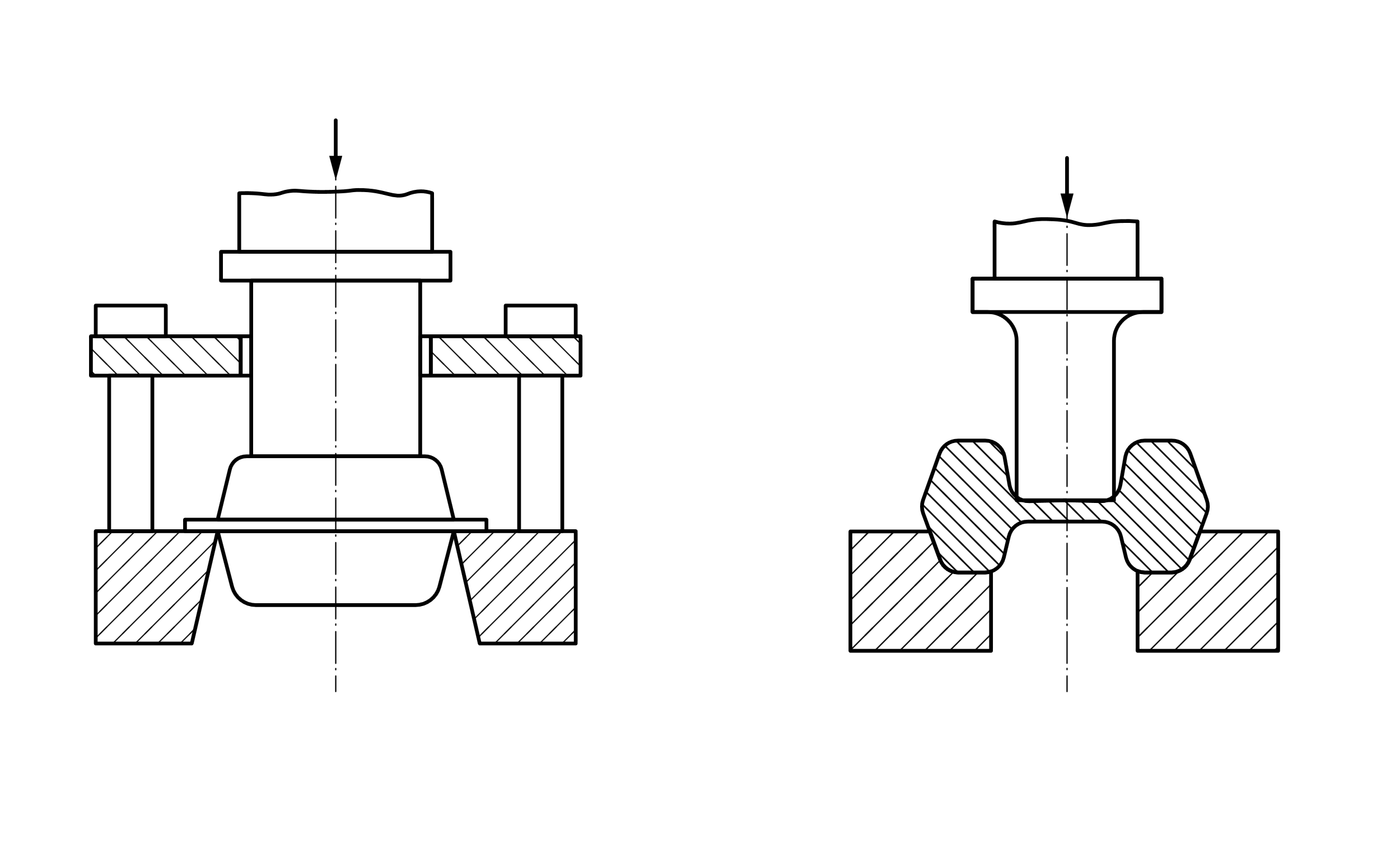
Рис. 23. Схемы а) обрезки облоя, б) пробивки плёнки. 1-пуансон, 2-съёмник облоя, 3-поковка, 4-матрица
Для удаления облоя поковка укладывается на матрицу (рис. 23а), и при нажатии на неё пуансоном облой срезается по всему контуру, поковка проваливается в отверстие матрицы. Сквозные отверстия при объёмной штамповке получить невозможно, из-за больших сил трения и упрочнения металла остаются перемычки-плёнки. Их удаление показано на рис. 23б.
При безоблойной штамповке металл деформируется в замкнутой полости, облой не может образоваться, и удалять нечего. Экономятся и металл, и трудозатраты. Но штамповка в закрытых штампах требует точных по объёму заготовок.
Изготовление поковок сложных форм производится в многоручьевых штампах (рис. 24), в которых заготовка, проходя последовательно деформацию во всех ручьях, становится поковкой.
В многоручьевых штампах различают ручьи заготовительные и штамповочные. В заготовительных ручьях происходит перераспределение металла, приближающее заготовку к форме поковки, а окончательное оформление поковки происходит в штамповочных ручьях. В примере на рис. 24 показана только нижняя часть штампа, заготовкой служит круглый пруток, а поковка-изогнутый рычаг, изображённые в верхней части рисунка справа и слева. Сначала пруток деформируется в протяжном ручье 2 для уменьшения поперечного сечения и увеличения длины и приобретает конфигурацию 6, затем в подкатном ручье 1, где происходит перераспределение металла вдоль оси для получения конфигурации 7. Далее в гибочном ручье 5 получают конфигурацию 8. В предварительном (черновом) штамповочном ручье 4 происходит основное формообразование поковки 9, в окончательном (чистовом) ручье 3 получается необходимая поковка 10. Поковку отделяют от прутка и обрезают облой.
Горячая объёмная штамповка выполняется на штамповочных молотах и прессах различных принципов действия.
По сравнению с ковкой горячая объёмная штамповка имеет ряд преимуществ:
· высокой производительностью, поковка изготавливается за один или несколько ударов молота или нажатий пресса,
· более сложная форма поковок,
· меньше расход металла,
· меньше припуски на механическую обработку,
· лучше качество поверхностей,
· хорошие условия для механизации и автоматизации.
Но есть обстоятельства, ограничивающие применение штамповки. Прежде всего, это высокая стоимость штампов, которые изготавливаются из прочных, жаростойких, труднообрабатываемых высоколегированных сталей и специальных сплавов. Причём для каждого вида поковки надо изготовлять свой штамп. Штампованные поковки имеют сравнительно небольшую массу, в основном, до 20.. 30 кг, в уникальных случаях до 3…5 т, так как штамповка требует существенно больших усилий, чем ковка, при равной массе поковок.
Высокая стоимость штампов делает экономически оправданным применение штамповки только при изготовлении больших партий поковок, то есть в крупносерийном и массовом производстве. Горячая объёмная штамповка используется в авто- и тракторостроении, сельскохозяйственном машиностроении, авиастроении,
станкостроении и др. производствах.
Холодная объёмная штамповка также находит достаточно широкое применение. В качестве заготовок для холодной объёмной штамповки используется сортовой прокат. Получаемая продукция представляет собой либо весьма точные заготовки деталей, требующие минимальной обработки резанием, либо готовые изделия. Существуют следующие основные приёмы холодной объёмной штамповки: холодное выдавливание, холодная высадк 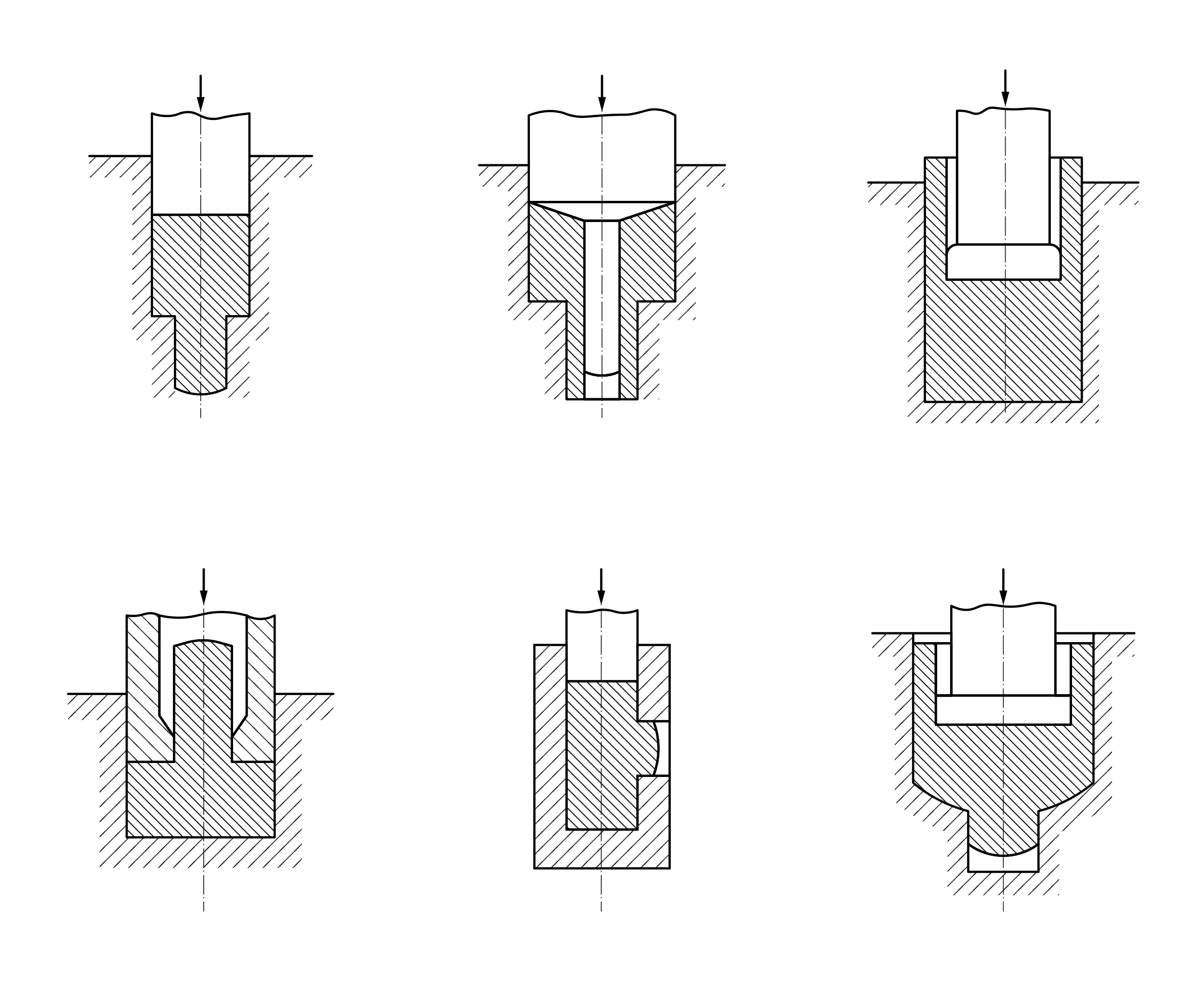 а, холодная формовка, калибровка.
а, холодная формовка, калибровка.
Рис. 25. Схемы холодного выдавливания. 1-пунсон, 2-матрица, 3-очаг деформации
Холодное выдавливание может выполняться по разным схемам. Прямым выдавливанием получают стержневые изделия с головками (рис. 25а), либо втулки или стаканы с фланцем (рис. 25б). Обратным выдавливанием получают стаканы (рис. 25в), стержни с фланцем (рис. 25г). Более сложные изделия получаются боковым (рис. 25д) и комбинированным выдавливанием (рис. 25е). При боковом, а иногда и при комбинированном выдавливании матрица делается разъёмной для извлечения готового изделия.
Холодная высадка применяется при производстве разнообразных деталей, в том числе крепёжных (гвоздей, винтов, гаек, шурупов и т. п. ). На рис 26 приведена схема изготовления заклёпок на автомате холодной высадки. На позиции подачи ролики 2
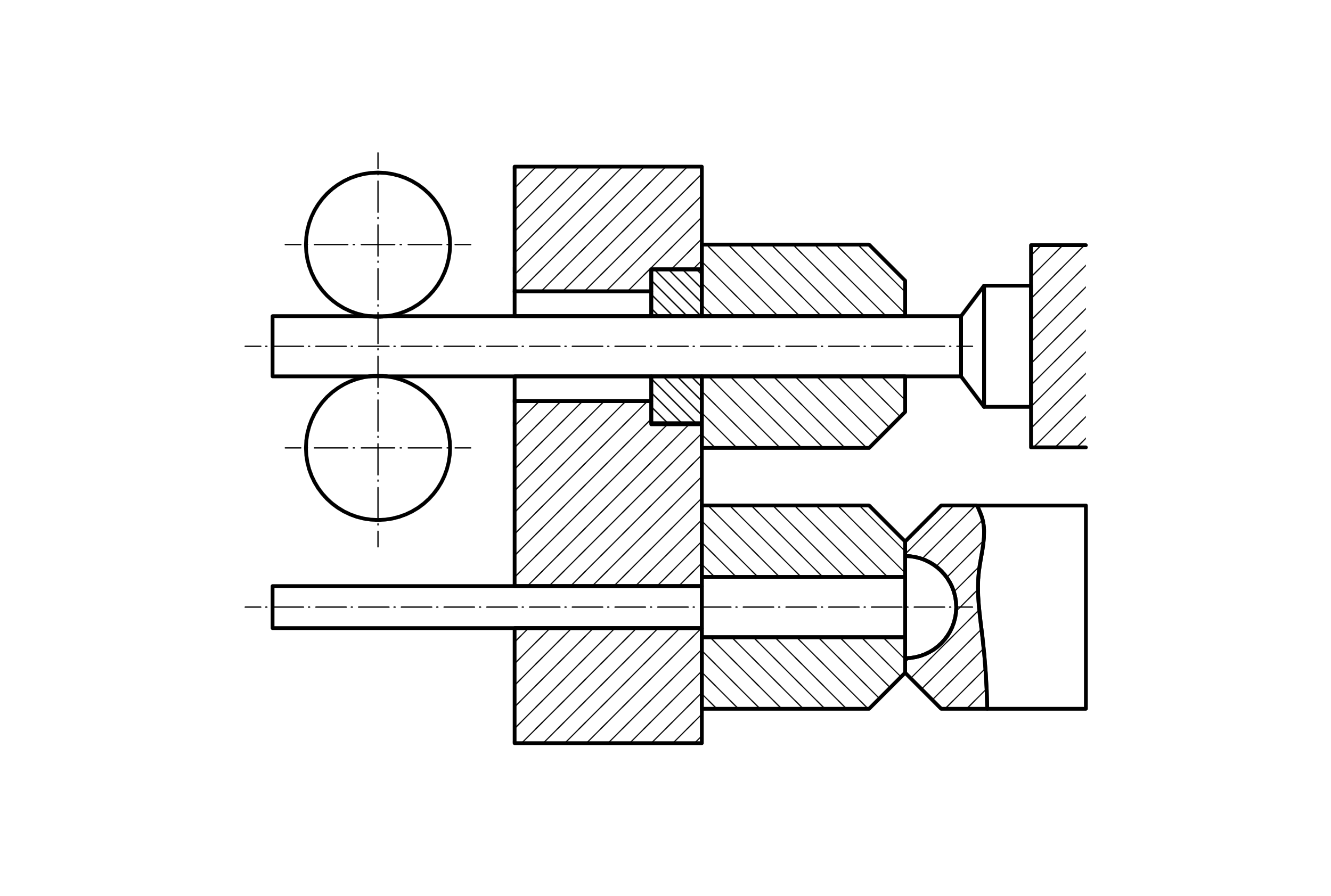
Рис. 26. Схема изготовления заклёпки холодной высадкой. 1-заготовка (пруток), 2-ролики подачи прутка, 3-матрица, 4-упор, 5-пуансон, 6-толкатель
подают пруток 1 до упора 4. Затем матрица 3 перемещается на позицию высадки, отрезая при этом поданную часть прутка. На позиции высадки ударом пуансона 5 формируется головка заклёпки, и после отвода пуансона толкатель 6 извлекает заклёпку из матрицы. Матрица возвращается на позицию подачи, и цикл повторяется.
Холодная формовка производится так же как горячая объёмная штамповка в открытых штампах. Для неё требуются большие усилия, так как сопротивление деформированию холодного металла велико, да ещё и наклёп при пластической деформации снижает пластичность. Поэтому при существенном отличии форм заготовки и поковки формовка проводится последовательно в нескольких штампах с промежуточными рекристаллизационными отжигами.
Калибровка применяется для повышения точности поковок, полученных горячей объёмной штамповкой. Она бывает плоскостной (рис. 27а) и объёмной (рис27б). При плоскостной калибровке уточняются отдельные размеры в одном направлении, при объёмной – во всех направлениях.
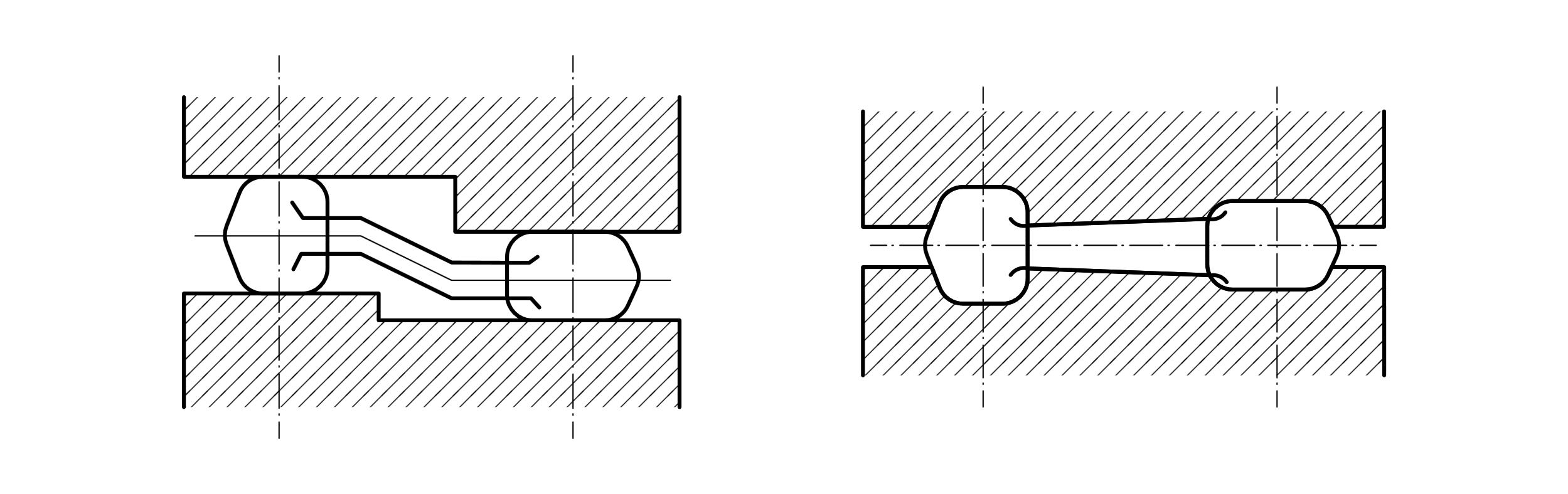
Рис. 27. Схемы калибровки
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|