- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лабораторная работа 25. Притирка клапанов
Цель работы: сформировать знание и умение по разработке и формированию ремонтной операции; приобрести практические навыки по притирке клапанов двигателя с помощью ручного и механизированного инструмента и применению средств контроля качества ремонта.
Содержание работы: закрепление знаний методов и технологии устранения дефектов клапана и седла клапана; разработка, оформление; выполнение и контроль качества операции по притирке клапана к седлу.
Общие сведения:
В процессе работы седла клапанов подвергаются воздействию рабочей смеси, топлива, высокой температуры, ударам и трению при посадке клапана в седло. Это приводит к возникновению износов и коррозионных повреждений, которые проявляются в виде выработки, рисок, раковин, увеличения диаметра и искажения формы поверхности, вызывающих снижение контрольного калибра до 1, 5 мм относительно торца седла, что в свою очередь, вызывает неполное прилегание и прогорание клапана.
Притиранием получают соединения, непроницаемые для жидкости и газов (например, краны, клапаны к их гнездам, плунжеры к гильзам).
Притирка обеспечивает высокую точность размера и формы (ІТ5ивыше), шероховатость поверхности Ra=0, 16 мкм.
Притиркой можно обрабатывать цилиндрические, конические, плоские и фасонные поверхности. Эти поверхности должны быть предварительно обработаны по квалитету 6 и с шероховатостью не грубееRa=1, 25... 0, 32 мкм.
Притирку выполняют в один, два, а в некоторых случаях ив триперехода. При этом снимается припуск 0, 02... 0, 005 мм на диаметр и менее. Притирка осуществляется свободными абразивными зернами, которые в смеси со связующей жидкостью наносятся на рабочую поверхность притира.
Для притирки клапанов двигателей применяют притирочные пасты наоснове абразивных порошков и синтетических алмазов. В качестве связующей среды применяют минеральное масло, дизельное топливо, микропорошок белого электрокорунда зернистостью М20 или М14 (ГОСТ 3647—80), карбид бора М40 (ГОСТ 5744—85), дизельное масло ДЛ-11 (ГОСТ 8581—78). Операции притирки могут выполняться вручную и на станках в зависимости от типа производства. Скорость притирки при ручной притирке 2, 6 м/мин, а при механической 10... 30 м/мин. Скорость притирки снижается при повышении требований к качеству поверхностей соединения.
Давление инструмента на обрабатываемую поверхность устанавливают в зависимости от выполняемой операции: при предварительной притирке 2…4 кгс/см2, а при окончательной (1…1, 5 кгс/см2).
Примечание. Притирка клапана может быть выполнена ручным или механизированным инструментом, а также на специальном станке.
Оборудование и оснастка рабочего места:
станок ОПР-1841А для притирки клапанов; слесарный верстак; приспособление для установки головки блока цилиндров; прибор для проверки концентричности рабочей фаски; прибор для проверки герметичности соединения седло-клапан двигателя, конусные калибры 45°, 30°; штангенциркуль ШЦ-11-250-0, 05 (ГОСТ 166-80), лупа четырехкратного увеличения, ручная и пневматические дрели для притирки клапана; вспомогательная пружина, паста для притирки.
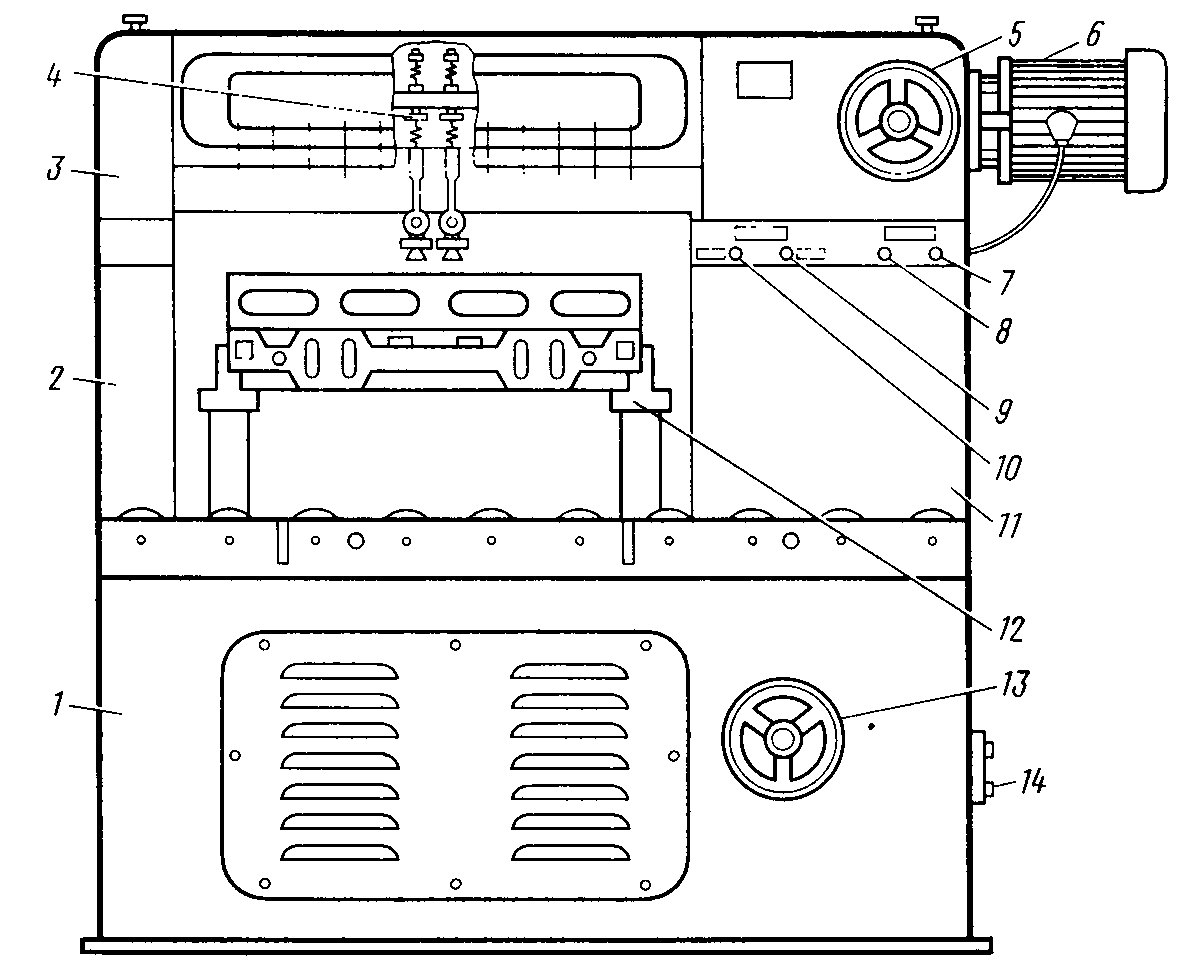
Рис. 25. 1 Станок ОПР-1841А:
1 – станина; 2 – левая стойка; 3 – кожух; 4 – блок шпинделей; 5 – маховик ручного подъема блока шпинделей; 6 – электродвигатель; 7 – кнопка «Вверх» – подъема детали; 8 – кнопка «Вниз» – опускание детали; 9 – кнопка «Пуск»; 10 – кнопка «Стоп»; 11 – правая стойка; 12 – подъёмная площадка; 13 – маховик ручного подъема площадок; 14 – кнопка выключения станка.
Станок ОПР-1841А имеет 12 шпинделей; угол поворота шпинделей 3600; смещение шпинделя за двойной ход 140; число двойных ходов рейки в минуту 70; высота подъема корпуса шпинделей 27 мм; установленная мощность 1. 7 кВт; габаритные размеры 1840 х 640 х1450 мм; масса 845 кг.
Базовой деталью станка (рис. 35) является станина 1, на которую крепятся стойки, рольганг, а внутри располагается подъемный механизм с электродвигателем мощностью 0, 6 кВт для установок головок цилиндров на нужную высоту.
На стойках установлены мотор-редуктор мощностью 1, 1 кВт и блок шпинделей с гидравлическим механизмом смещения.
Приспособление для установки головок цилиндров закрепляется на площадках подъемного механизма.
Кинематическая схема станка позволяет осуществить:
- подъем и опускание блока шпинделей вручную с помощью маховика (шестерня ручного привода корпуса включается перемещением маховика в осевом направлении от себя);
- подъем и опускание головок блока цилиндров вручную и от электродвигателя через клиноременную передачу;
- возвратно-вращательное и возвратно-поступательное движение шпинделей в осевом направлении от электродвигателя через редуктор и кривошипно-шатунные механизмы.
Работа на притирочном станкеОПР-1841А:
- установить головку цилиндров на приспособление так, чтобы притираемое седло расположилось под шпинделем станка;
- вращением маховика 5 поднять блок шпинделей в верхнее положение;
- оттянуть маховик на себя (шестерня ручного подъема отключится из зацепления). Во время работы станка вращение маховика не допускается;
- нанести на фаску клапана притирочную пасту, надеть на стержень клапана вспомогательную пружину и установить его в свое седло;
- нажать кнопку «Подъем вверх» и подвести головку клапана к резиновому присосу шпинделя так, чтобы расстояние между тарелкой клапана и седлом было 8…10 мм;
- нажать кнопку «Пуск». Притирка началась. Время притирки 1 мин;
- нажать кнопку «Стоп»;
- кратковременным нажатием кнопки «Подъемник вниз» вывести головку цилиндров в исходное положение;
- выключить станок.
Ручная притирка поверхностей «седло–клапан» выполняется в следующей последовательности.
Головку цилиндров с обрабатываемыми сёдлами и направляющими втулками устанавливают в приспособление плоскостью разъёма вверх. Стержень клапана смазывают маслом, а на рабочую фаску клапана наносят кисточкой притирочную пасту. Клапан вставляют в своё седло, предварительно установив под него слабую пружину. Затем клапан вращают при помощи ручной (пневматической) дрели вправо и влево.
Каждый раз, когда меняют направление вращения, поднимают клапан при помощи пружины. Когда притираемые поверхности станут совершенно гладкими и приобретут ровный сероватый цвет, притирку ведут только на чистом масле.
Притирка считается законченной, если на рабочих фасках клапана и седла появляются сплошные кольцевые полосы, шириной 2…3 мм.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|