- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Вид термической обработки. Высокий отпуск. Тип печи. Наименование изделия. № чертежа. Толщина, мм. Технология разработана в соответствии с СТО 00220368-019-2017
|
| |||||||||||
| 5. Технология термической обработки |
№1536 | ||||||||||
|
Вид термической обработки |
Высокий отпуск | ||||||||||
|
Тип печи | Колпаковая печь КОМ 189 | ||||||||||
| Модульная печь (разборная) | |||||||||||
| Электрическая печь ПКТ-1, 2-650 (№10477) | |||||||||||
| Электрическая печь ПЩ 31020 (№8280) | |||||||||||
| № п/п | № заказа |
Наименование изделия |
№ чертежа | Материал |
Толщина, мм | ||||||
| Reactor P-201 | 164. 7630. 00. 000 СБ | Gr. 70 | |||||||||
| Reactor P-202 | |||||||||||
| Reactor P-203 | |||||||||||
| На все поверхности фланцев или иных уплотнительных соединений, подвергающихся в дальнейшем герметичному соединению, нанести слой каолиновой глины. | |||||||||||
|
Технология разработана в соответствии с СТО 00220368-019-2017 | |||||||||||
| Ответственный инженер: | Д. А. Черных | В. А. Ершов | |||||||||
| А. В. Михайлин |
| ||||||||||
|
| |||||||||||

Термообработка в модульной печи
Heat treatment in modular furnace

Технология термообработки №1536 / Technology of heat treatment of №1536
Заказ/ Order No. 200850688-690
Изделия/ Products: Реактор P-201, 202, 203/ Reactor P-201, 202, 203 черт. /dwg 164. 7630. 00. 000 СБ
Материал/ Material: Gr. 70. Толщина/ Thickness: 36mm.
Тип термообработки/ Heat treatment type: Высокий отпуск / high tempering.
 |
(Технология термообработки разработана в соответствие с СТО 00220368-019-2017/
Heat treatment technology is developed in accordance with СТО 00220368-019-2017)
| |
- Крепление термопар/ thermocouple fastening method: на корпусе зажимами/ on the body by clamps.
- Нагрев от 15°C до 420°C / To heat from 15°C to 420°C.
- Нагрев от 420°C до 580°C / To heat from 420°C to 580°C.
- Скорость нагрева не более 138°C/ч (время нагрева не менее 70 мин) и не менее 30°C/ч.
- (время нагрева не более 5 часов 20 мин)/ velocity of heating not more than 138°C/h
- (heating period not less than 70 min) and not less than 30°C/h (heating period not more than 5hour 20 min).
- Выдержать при температуре 580°C-620°C не менее 95 минут/ To hold at the temperature 580°C-620°C not less then 95 min.
- Охладить в печи до 420°C / Cooling method: in furnace to 420°C.
- Скорость охлаждения не более 138°C/ч (время охлаждения не менее 70 мин)/ velocity of cooling not more than 138°C/h (heating period not less than 70 min).
- Далее допускается охладить в условиях неподвижного воздуха или под слоем теплоизоляции/ Then vessel may be cooled in still air or under insulation
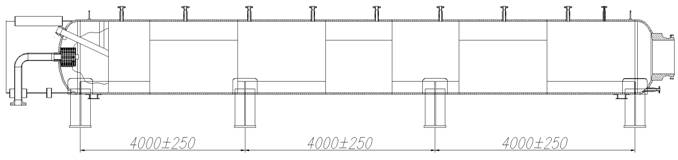
Схема установки аппарата на опоры (главный вид)/ Vessel scheme of installation on supports (main view)
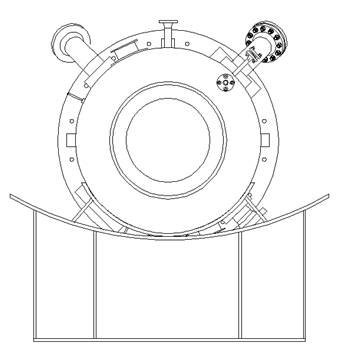
Схема установки аппарата на опоры (вид A)/
Vessel scheme of installation on supports (view A)

Схема нагрева аппарата/ Heating scheme of vessel’s body
ТГЖ-1 – four heating furnace device

Схема установки термопар (главный вид)/ Thermocouples installation scheme (main view)
|
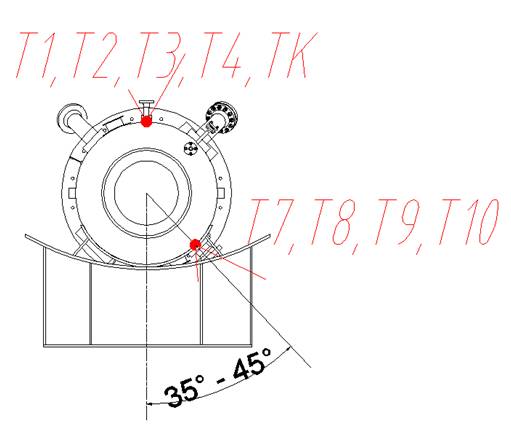
T1-Т4, Т7-Т10 – термопары/ thermocouples
Схема установки термопар (вид A)/ Thermocouples installation scheme (view A)
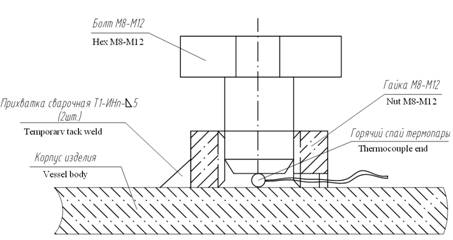
Схема крепления термопар/ Scheme of thermocouples fastening
После термообработки крепление термопары удалить механическим способом, зачистить места установки заподлицо с основным металлом, провести визуальный контроль и цветную дефектоскопию. /After heat treatment, thermocouple attachment to remove mechanically clean the place of installation flush with the base metal, to conduct a visual inspection and dye penetrant inspection.
Инженер-технолог по сварке/
Welding engineer В. А. Ершов/ V. A. Ershov
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|