- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Правила техники безопасности при работе на фрезерном станке.
Учебная практика
Занятие 3 июня 2020 года
ПМ 01 Выполнение столярных работ
Раздел 01. 04. Изготовление столярных изделия различной сложности из предусмотренного техническим зданием материала, в соответствии с установленной нормой расхода, чертежом и требованиям к качеству
Тема 01. 04. 6 Вгонка дверного полотна в коробку - 6 часов.
Задание: внимательно прочитайте текст занятия «Вгонка дверного полотна в коробку», прикрепленный к сообщению и запишите в тетради по учебной практике технологический процесс вгонки дверного полотна в коробку. Прочитайте и запишите инструменты необходимые для работы и правила техники безопасности. Выполненные работы присылать Вконтакте до 8 июня не в группу по дистанционному обучению, а сообщением мастеру производственного обучения.
Установка и вгонка дверного полотна в коробку состоит из подгонки полотна к коробке, навешивания полотна на ранее установленные полупетли, зачистки провесов и других неровностей.
Пригонка дверных полотен начинается с пристройки полотна к четвертям коробки. Притворы полуторных и двупольных дверей пристрагивают заранее.
При пригонке оставляют зазоры по 2 мм на окраску, а также зазоры внизу у внутренних дверей величиной 8 мм, а у наружных 2 мм между низом полотна и полом или порогом. Навеску полотен делают с небольшим наклоном на проем, чтобы дверь легко закрывалась.
Верхние дверные петли врезаются на расстоянии от верха дверного полотна, равном длине одной петли, но не выше низа верхнего обвязочного бруска; нижние дверные петли врезаются не ниже верха нижнего обвязочного бруска.
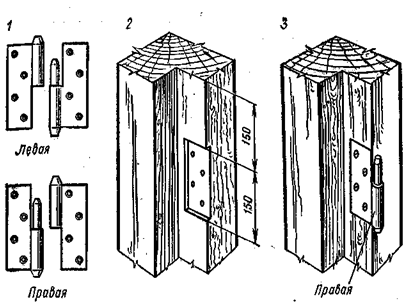
Рис: 1 — петли; 2 — вырезка гнезда под петлю; 3 — постановка правой половины петли.
Фрамуга должна плотно входить в четверти коробки. Стороны, которыми она вставляется в четверти, слегка пристругивают на скос. Вставив фрамугу в коробку, ее закрепляют шурупами (по два на каждую сторону), утапливая шляпки в древесину.
Шурупы ввертывают прочно, чтобы сильнее прижать фрамугу к четвертям коробки. Створки строгают с наружной стороны обвязав с небольшим скосом.
Между всеми сторонами притвора должны быть оставлены зазоры (щели) по 2 мм — на слой шпаклевки и краски. Притворы прилаживают так, как и при изготовлении переплетов. Пристрогав две створки, приступают к их навешиванию.
Прирезка дверных приборов заключается в вырубке в соответствующих местах гнезд и прикреплении приборов шурупами. Выборку гнезд для приборов производят электрофрезой.
Прирезку приборов выполняют до установки переплетов и дверей на место, а окончательно укрепляют после окраски. Петли ии дверные приборы врезают точно по их контуру.
Створки наружных оконных переплетов, открывающиеся наружу, снабжаются ветровыми крючками, а открывающиеся внутрь — упорами. Дверные ручки укрепляются на расстоянии 0, 8 — 1, 1 метра от пола.
В отличие от обычных оконных устройств спаренные переплеты вместе с коробкой, образуя блок, устанавливают одновременно с монтажом стен, при этом блок ставят на подкладки и крепят к пробкам, заделанным в стену, и к планкам.
При изготовлении полуторапольных или двупольных дверей перед навешиванием их в коробку отбирают фальцы по створу дверей на фрезерном станке, а затем дверные полотна складывают вместе и навешивают в коробку. Зазор в местах створа, необходимый для слоя краски, должен быть не более 2 мм. Зазор, образуемый в створке полутора- и двупольных дверей, перекрывают нащельниками (штапиками), устанавливаемыми на клею и шурупах.
Двери в коробку навешивают на рабочем столе, тщательно подгоняя их к четвертям коробки; навешенная дверь не должна пружинить при открывании и закрывании, а свободно вращаться на петлях. При навешивании допускается перекос не более 2 мм.
Для обеспечения хорошей звукоизолирующей способности дверей нужно довести до минимума зазоры в притворе и коробке, для чего устанавливают уплотняющие пенополиуретановые прокладки.
Инструмент для обработки дверных полотен. Для обработки паза для обкладки дверного полотна, облицованного древесноволокнистой плитой, применяют сборную фрезу, состоящую из трех отдельных фрез, соединенных штифтами. Фреза оборудована вставными ножами с закрепленными на них пластинками твердого сплава. Ножи крепятся винтами посредством клиновидных планок. Наружный диаметр фрезы 180 мм, диаметр посадочного отверстия 60 мм.

Правила техники безопасности при работе на фрезерном станке.
Перед началом работы на фрезерном станке необходимо так же, как и на циркулярном убедиться в целости фрезы или пильного диска, убедиться в её или его креплении. Ножевой вал на фрезерных станках должен иметь ограждение открывающееся и снимающееся только перед началом работы и по окончанию её. Короткие и тонкие заготовки должны обрабатываться с помощью прижимов. При работе подавать заготовки нужно равномерно без толчков и рывков.
Перед началом работы необходимо:
а. проверить наличие на фрезерном станке упоров (пружин, гребенок, роликов) для защиты рабочего от выбрасывания заготовки.
б. чтобы нерабочая часть ножевой головки или фрезы была ограждена постоянным неподвижным кожухом, являющимся стружкоприемником. а рабочая часть фрезы ( ножевой головки ) должна быть закрыта подвижным кожухом. открывающим фрезу на величину, необходимую для обработки материала.
в. проверить надежность стопора шпиндельного суппорта, а отверстие в столе для шпинделя не должно превышать диаметра шпинделя более чем на 30 мм.
Во время работы необходимо:
а. начинать обработку заготовок на фрезерном станке после того, как шпиндель разовьет необходимую частоту вращения.
б. мелкие детали обрабатывать только в специальных цулагах. в. необходимо следить 'за надежным креплением направляющей линейки. г. при фрезеровании деталей сечением меньше 40х40 мм и длиной менее 400 мм применяют направляющие колодки, соответствующие размерам и форме обрабатываемой детали. д, при фрезеровании с середины необходимо
следить, чтобы направляющее приспособление было снабжено упором, противодействующим выбрасыванию материала или обрабатываемой детали. е. верхние и боковые прижимы должны плотно прижимать деталь к столу и направляющей линейке.
Воспрещается:
1. Производить криволинейное фрезерование детали против слоя древесины.
2. Обрабатывать детали по направлению вращения фрезы.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|