- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Прессование
Суть прессования – выдавливание металла из замкнутого объёма через отверстие с формой и размерами, соответствующими требуемым профилям. Примеры прессованных профилей показаны на рис. 14.
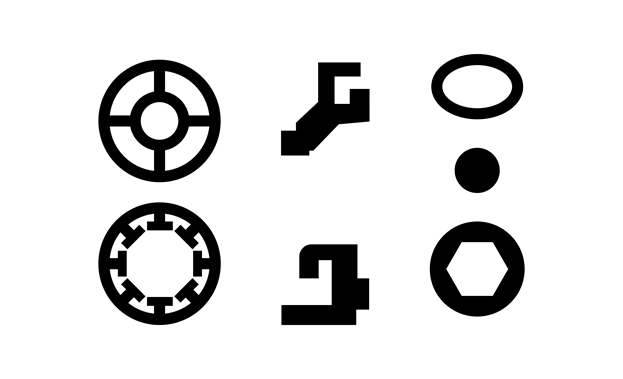
Рис. 14. Профили, изготовленные прессованием
Существуют две основных вида прессования: прямое и обратное. Исходной заготовкой при прессовании служит слиток металла с хорошо очищенной поверхностью. Перед прессованием слиток нагревают. Для прессования даже нагретого металла требуются значительные усилия, поэтому прессование выполняют на гидравлических прессах.
На рис. 15а показана схема прямого прессования. Прочный толстостенный контейнер 2 устанавливается неподвижно на столе пресса. В него загружается нагретый слиток 4, затем вкладывается пресс-шайба 3 и подводится пуансон 1, давление которого через пресс-шайбу передаётся на слиток. Вследствие этого давления металл выходит из полости контейнера через отверстие матрицы 5, опирающейся на матрицедержатель 6, соединённый жёстко с контейнером. Образующийся профиль движется в том же направлении, в каком движется пуансон, отсюда и название – прямое прессование.
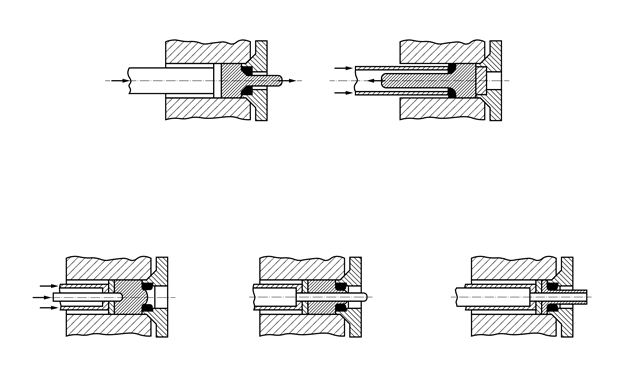
Рис. 15. Схемы прессования, а) прямого, б) обратного, в) полых профилей
При обратном прессовании движения образующегося профиля и пуансона происходят в противоположных направлениях (рис. 15б). Вместо матрицы установлена заглушка 5, пуансон 1 для выхода профиля делают полым, матрица 3 занимает место пресс-шайбы.
Прессование полых профилей производят прямым способом (рис. 15в). После загрузки заготовки 5 и пресс-шайбы 4 к ним подводят пуансон1 с расположенной внутри него иглой 2. Затем иглой прошивают заготовку так, что конец иглы входит в отверстие матрицы 6. Далее начинает движение пуансон и происходит собственно прессование, при этом металл выходит из контейнера через зазор между матрицей и иглой.
При прямом прессовании часть усилия пуансона тратится на преодоление силы трения слитка о стенки контейнера. При обратном слиток стоит на месте, силы трения между ним и контейнером преодолевать не надо. Поэтому усилие прессования при обратном способе меньше на 25…30%., чем при прямом. Полностью металл из контейнера не выдавливается, остаток при обратном прессовании также меньше, чем при прямом. Но оборудование и оснастка обратного прессования сложнее.
Прессованием получают профили из цветных металлов и сплавов, реже из сталей. Условия всестороннего сжатия заготовки дают возможность получения изделий из специальных сплавов, которые ввиду их низкой пластичности не поддаются другим способам ОМД.
От профилей, получаемых прокаткой, прессованные профили отличаются большей точностью размеров, меньшей шероховатостью поверхностей, сложностью формы.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|