- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Реферат на тему: «Методы обработки червяков»
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Политехнический институт
Факультет машиностроения и транспорта
кафедра «Технология машиностроения»
Реферат на тему: «Методы обработки червяков»
Выполнил студент гр. 16МН1
Шпак С. Ю.
Проверила к. т. н. доцент
Сорокина Н. В.
Пенза 2020
Обработка червяков
Распространены червяки: архимедовы, эвольвентные, конволютные и глобоидные.
Архимедовы червяки, чаще всего нарезаются на токарных станках, при этом прямолинейные режущие кромки резцов располагаются в осевом сечении так же, как при нарезании трапецеидальной резьбы. Винтовая поверхность такого червяка называется архимедовой, так как с торцовой поверхности его она образует архимедову спираль. Такие червяки представляют обычный винт с трапецеидальной резьбой.
При крупносерийном производстве архимедовы червяки, фрезеруют дисковыми фрезами с криволинейными режущими кромками. Шлифование таких червяков осуществляют дисковым конусным или тарельчатым кругом с припуском 0, 1—0, 2 мм на сторону в зависимости от модуля червяка. В крупносерийном и массовом производстве шлифование профиля витков червяка с крупным модулем (3 и более) осуществляется на специальном червячно-шлифовальном станке коническим дисковым кругом большого диаметра (800 мм и более). Этот метод обеспечивает большую производительность. Шлифование производится при трех движениях: вращении круга, медленном вращении червяка и поступательном перемещении круга на величину одного шага (хода для многозаходных червяков) за один оборот изделия.
Для отделки витков червяков ответственных передач применяют притирку их чугунными или фибровыми притирами, имеющими форму червячного колеса. В качестве абразивного материала применяют микропорошки с маслом, а для получения высокой чистоты поверхности — пасты ГОИ.
Эвольвентные червяки нарезаются на токарных станках с раздельной обработкой каждой стороны витка при смещении прямолинейных режущих кромок резцов на величину радиуса основного цилиндра винтовой эвольвентной поверхности.
Такие червяки обычно фрезеруют фасонными дисковыми, пальцевыми фрезами и фрезами-улитками, а шлифуют их плоской стороной тарельчатого шлифовального круга. Эвольвентный червяк можно рассматривать как цилиндрическое зубчатое колесо с малым числом спиральных зубьев, имеющих большой угол наклона. В крупносерийном и массовом производстве нарезают архимедовы и эвольвентные червяки обкаточными дисковыми резцами, подобными зуборезным долбякам, на специальных станках. Подача осуществляется инструментом в осевом направлении заготовки червяка при вращении его и резца. Червяк с прямостороннимпрофилем в нормальном сечении витка называют конволютным. Нарезают его резцами, расположенными нормально к боковым поверхностям витка.
Нарезание глобоидных червяков требует применения специальных устройств на зубофрезерных станках. С помощью ходового винта головка по нониусу устанавливается на требуемый радиус нарезки. Пальцевая фреза имеет прямолинейный профиль с углом конусности, равным двойному профильному углу впадины червяка. Предварительное фрезерование червяка производится обычно в один или два прохода с припуском 0, 3 — 0, 5 мм на толщину витка под чистовые проходы. Предварительное и окончательное нарезание глобоидного червяка можно осуществлять специальной многорезцовой головкой. Профилирующие резцы 1 и 3 обтачивают боковые стороны витка, а резец 2 обтачивает заготовку червяка по наружному глобоиду с круговой подачей головки. Чистовое нарезание глобоидкого червяка можно производить универсальной резцовой головкой с круговой подачей при точно выдержанном межосевом расстоянии.
После нарезания витков червяк обычно подвергают термообработке с последующим шлифованием опорных шеек и витков. Отделку червяков осуществляют притиркой либо обкаткой закаленным роликом.
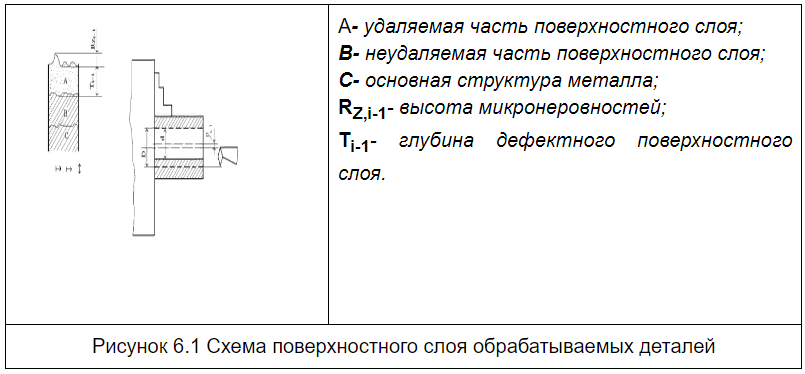
Высоты неровностей RZ, i-1 на предшествующем переходе обработки данной поверхности. Для первой операции эта величина берется по исходной заготовке.
Глубины Ti-1 дефектного поверхностного слоя на предшествующем технологическом переходе.
Пространственного отклонения r i-1 в расположении обрабатываемой поверхности относительно базовых поверхностей заготовки.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|