- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
1.1.13 Сварка во всех пространственных положениях сварного шва
1. 1. 13 Сварка во всех пространственных положениях сварного шва
Вертикальные швы (рис. 1) менее удобно сваривать, так как сила тяжести увлекает капли электродного металла вниз. Следует выполнять вертикальные швы короткой дугой снизу вверх. При этом капли металла легче переходят в шов, а образующийся кратер в виде полочки удерживает очередные капли металла от стекания вниз.
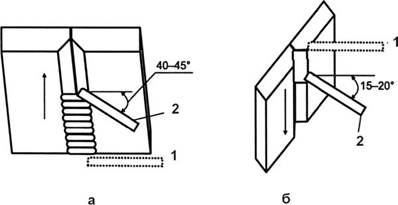
Рис. 1.
Сварка вертикальных швов:
а – снизу вверх; б – сверху вниз; 1 – положение электрода в начале сварки; 2 – положение электрода в процессе наложения шва
Таблица 2
Допустимая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок
Таким же образом можно вести сварку и сверху вниз. При этом дугу следует зажигать при положении электрода, перпендикулярном плоскости изделия. После образования первых капель металла электрод наклоняют вниз и сварку выполняют максимально возможной короткой дугой. Рекомендуется применять электроды диаметром 4–5 мм при несколько пониженном сварочном токе (150–170 А).
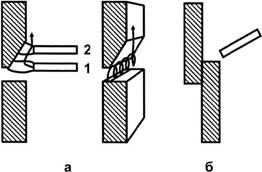
Горизонтальные швы (рис. 2) выполняют при разделке кромок со скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса и обратно. Сварку выполняют электродом диаметром 4–5 мм.
| 
|
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|