- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Давление режущего кислорода. Расход режущего кислорода. Давление горючего газа. Скорость кислородной резки
Давление режущего кислорода
Давление режущего кислорода выбирается в зависимости от толщины разрезаемого металла. Величина давления режущего кислорода указывается на наружном наконечнике, выбираемом в зависимости от толщины разрезаемого металла.
Чем больше толщина металла, тем больше должно быть давление режущего кислорода.
Если давление режущего кислорода слишком маленькое, то струя кислорода не сможет выдуть шлаки с места реза и металл не будет прорезан на всю толщину.
Если давление режущего кислорода слишком большое, то расход его возрастает и разрез получается недостаточно чистым.
Расход режущего кислорода
Расход режущего кислорода должен быть достаточен для окисления линии реза. Расход кислорода зависит от величины давления режущего кислорода и диаметра отверстия внутреннего мундштука, которые выбираются в зависимости от толщины металла.
Давление горючего газа
Давление горючего газа устанавливается в пределах 0, 5 – 1, 0 бар в зависимости от толщины металла. Чем больше толщина металла, тем больше давление горючего газа.
Скорость кислородной резки
Скорость резки должна соответствовать скорости окисления металла.
При малой скорости происходит плавление верхней кромки реза, а при большой скорости образуются не прорезанные участки и возможно нарушение непрерывности резки.
Скорость резки, в основном, зависит от толщины разрезаемого металла. А также на скорость резки оказывают влияние:
степень механизации процесса (ручная или машинная резка);
форма линии реза (прямолинейная или фигурная);
качество поверхности реза (разделочная, заготовительная с припуском на механическую обработку, заготовительная под сварку, чистовая)
Установлено, что уменьшение чистоты кислорода на 1% снижает скорость резки в среднем на 20%. Поэтому применять кислород чистотой ниже 99% нецелесообразно из-за снижения скорости и качества поверхности реза. Кислород должен быть чистотой 99, 5% и более.
На практике необходимую скорость резки можно определить по направлению потока искр и шлака при резке.
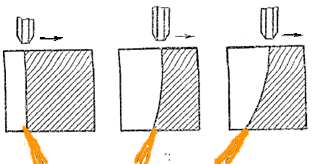
Рис. 30. Направление потока искр и шлака при газовой резке:
1. Скорость резки мала; 2. Оптимальная скорость резки; 3. Скорость резки велика (3)
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|