- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
НАИМЕНОВАНИЕ РАБОТ. ВЫБОР МАТЕРИАЛА. РАЗМЕТКА. ВЫРАБОТКА ШИПА И ПРОУШИНЫ. СТРОГАНИЕ. СБОРКА
|
НАИМЕНОВАНИЕ РАБОТ | ЭСКИЗ | ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ | ||
|
ВЫБОР МАТЕРИАЛА | 
| Выбор базовых сторон- базовые стороны, это две смежные стороны (пласть и кромку) | ||
|
РАЗМЕТКА |  
| В первую очередь выполняется круговая разметка заготовки на отрез подошвы швабры, затем производится разметка шипа(по формуле S =0. 4*S. S =(S –S ) 0. 5 ). c помощью рейсмуса, а так- же производится разметка гнезда. | ||
|
ВЫРАБОТКА ШИПА И ПРОУШИНЫ |  
| Долбление гнезда начинается с торцовых линий разметки, стамеска ставится рядом углом заточки в середину так, чтобы при долблении линия разметки оставалась видна. При сквозном долблении, долбление производится с двух сторон заготовки. Запил шипа производится «с ногтя» или «с бруска так, чтобы линия разметки оставалась. | ||
|
СТРОГАНИЕ |  
| Строгание рукоятки швабры производится с помощью рубанка постепенно вращая заготовку при этом выстрагивая круглую заготовку. | ||
|
СБОРКА | НАСУХО | 
| Сборка насухо служит для проверки правильности выработки шипа и гнезда, с дальнейшим устранением дефектов. | |
| НА КЛЕЮ | 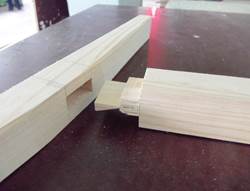
| После сборки элементов швабры насухо и устранения дефектов шип, гнездо, клин или нагель промазываются влагостойким столярным клеем, собираются в конструкцию и укладываются под пресс на 2-3 часа. После схватывания клея изделие шлифуется. | ||

|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|