- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Подготовка листа
Как и все новое, труба начинается с чистого листа. Он доставляется на завод железнодорожным транспортом, на специальных платформах - штрипсовозах. Штрипс - это стальная полоса-заготовка для производства сварных труб.

Магистральный тепловоз 2ТЭ10В-4457 ведет состав штрипсовозов на Загорский трубный завод
При заводе организована железнодорожная станция, обеспечивающая обмен завода составами со станцией примыкания (ст. Бужаниново): сюда прибывают вагоны с штрипсом и прочими материалами, отсюда трубы отправляются своим потребителям.

Локомобиль Урал выводит платформы - штрипсовозы на заводскую станцию
Разгрузка листа осуществляется на крытом складе, оборудованном двумя мостовыми кранами с электромагнитными захватами. Первый кран подает листы под загрузку на производственный конвейер, второй - выгружает их на склад.

Разгрузка платформ - штрипсовозов на складе Загорского трубного завода

Мостовой кран складывает листы для их последующей загрузки на конвейер
Для загрузки листа на конвейерную линию используется специальный погрузчик, работа которого синхронизирована с остальной линией: лист подается на конвейер ровно тогда, когда тот готов принять его в работу.

Подача штрипса на конвейер

Лист уходит в цех
В тот момент, когда лист лег на валики конвейера, начинается процесс производства трубы.
Для начала лист подвергается обработке дробеметной машиной. Она очищает его от от ржавчины, окалины, грязи и пыли.

Дробеметная машина
Дробеметная машина представляет собой агрегат, в котором подаваемый в цех лист бомбируется большим количеством мелкой стальной дроби. Она выбрасывается под действием центробежной силы специальными дробеметными турбинами. Скорость дроби может достигать 100м/с. Этого достаточно, чтобы очистить лист от грязи, окалины и ржавчины.
Кстати, именно благодаря очистке листа перед производством позволило Загорскому трубному заводу достичь высоких показателей по годной продукции. Дробеметы есть не на всех трубных заводах России.

Электродвигатели, приводящие в действие дробеметные турбины
После очистки лист подается на фрезерный станок, который снимает по кромкам специальные фаски, необходимые для сварного шва.


Фрезерный станок выравнивает листы и делает фаски для сварного шва
На этом подготовка листа завершается и начинается следующий этап производственного процесса - формирование трубной заготовки.
Он начинается с формовки листа (ему придают форму будущей трубы). Для этого используется трехвалковая листосгибочная машина HAEUSLER RMS с предварительно-напряженным верхним валком.

Вальцовая машина HAEUSLER RMS берет лист на формовку
Это единственная в мире машина, способная работать как в режиме валковой, так и в режиме пошаговой формовки.
Благодаря гидравлическим приводам HAEUSLER RMS дает возможность быстро изменять диаметр получаемых заготовок труб в широком диапазоне стандартных и нестандартных типоразмеров.

Вальцовая машина HAEUSLER RMS
После того, как листу придана форма будущей трубы, прямые участки на его концах догибаются до необходимого диаметра на специальной установке догибки кромок.

Установка подгибки кромок
На этом формовка листа заканчивается и подготовленная заготовка направляется на соединительную сварку.
Ее цель - соединить трубу технологическим швом. Он замыкает трубную заготовку, соединяя ее кромки и фиксируя их между собой. Фиксация нужна для того, чтобы затем можно было сделать полноценный сварной шов.

Конвейерная линия. Ближний участок - установка догибки кромок. За ней идет стан соединительной сварки
Технологический шов выполняется с наружной стороны трубы одной дугой в среде защитных газов на специально предназначенной для этого установке соединительной сварки.

Установка соединительной сварки
Для обеспечения качества трубы при выполнении соединительной сварки критически важно, чтобы кромки заготовки находились на одном уровне и плотно прилегали друг к другу. Для выполнения этих условий установка оборудована специальными гидравлическими прижимами.

По завершении сварки технологический шов осматривается на предмет дефектов и смещения кромок.
Перед окончательной сваркой трубы к обоим ее концам привариваются специальные технологические пластины - выводные планки. Они позволяют стабилизироваться сварочному процессу перед основной сваркой трубы и при ее завершении. Проще говоря - по ним калибруется сварочное оборудование.

Монтаж выводных планок

Обработка места соединения выводной планки с трубой
На этом подготовка трубной заготовки завершается и начинается следующий этап производственного процесса - формирование сварного шва.
Сперва производится внутренняя сварка шва под слоем флюса. Она выполняется четырехдуговой сварочной системой непрерывно от одной выводной планки до другой и благодаря флюсу проникает в соединительный (технологический) шов.

Участок внутренней сварки шва
Сварочный агрегат для внутренней сварки представляет собой кронштейн, на дальнем конце которого установлены электроды. На сварку труба подается на специальной тележке таким образом, чтобы кронштейн оказался внутри. Во время сварки тележка перемещается вдоль кронштейна, благодаря чему сварной шов полностью проходится электродами.

Четырехдуговая система внутренней сварки шва

Подготовка к внутренней сварке шва
После того, как внутренняя сварка завершена, из трубы с помощью металлических щеток и системы вакуумного отсоса удаляется образовавшаяся внутри окалина.
Затем труба подается на участок наружной сварки, которая завершает сварочный процесс. Она выполняется при помощи сварочной системы под слоем флюса. Наружный шов полностью поглощает соединительный (технологический) и проникает во внутренний сварной шов. В результате образуется уникальное соединение, прочность которого не уступает прочности остального материала трубы.

Сварочная система формирует внешний сварной шов
По завершении формирования сварного шва с трубы сперва удаляются выводные планки, а затем производится визуальный контроль шва.

Удаление выводных планок

Участок осмотра сварного шва
По завершении осмотра трубы сварной шов по всей своей длине подвергается ультразвуковому контролю на наличие дефектов. В случае их обнаружения проводится дополнительный контроль - рентгено-телевизионный. Его целью является исследование выявленных неоднородностей, в результате которого принимается решение о ремонте трубы.


Участок контроля качества сварного шва
Обнаруженные дефекты устраняются вручную, после чего труба возвращается на рентгеновскую станцию для проверки результатов ремонта шва.
Итак, сварной шов закончен. Теперь необходимо придать трубе форму идеального круга на протяжении всей ее длины. Для этого сперва трубу промывают, чтобы наверняка удалить из нее инородные предметы, который могли в ней остаться. А затем приступают к калибровке, которую выполняют с помощью экспандера.
Экспандер представляет собой кулачковую систему, которая вводится в трубу, а потом расширяется до того диаметра, который она должна иметь. Постепенно продвигаясь по трубе, экспандер растягивает (экспандирует) ее. Благодаря этому достигаются одинаковые диаметр и форма трубы на протяжении всей ее длины, исключается овальность.

Экспандирование трубы
После экспандирования для удаления экспандерного масла с внутренней поверхности трубы ее промывают водой под высоким давлением.
Далее выполняется обработка торцов трубы на специальном фрезерном оборудовании, снимающим фаски на обоих ее концах. Они будут нужны для сварки труб клиентом, когда он будет их соединять между собой уже на трассе.

Установка снятия фаски на обоих концах трубы
На этом производство тела трубы завершено. Наступает время контроля ее качества.
Для начала труба подвергается гидравлическому испытанию. Ее заполняют водой, нагнетая такое давление, которое она должна выдерживать по нормативу (с учетом запаса прочности). А затем проверяют шов на отсутствие течи.
Если гидравлическое испытание прошло успешно, трубу направляют на ультразвуковые испытания для обнаружения скрытых дефектов в сварном шве и на концах трубы по всей ее окружности.

Станция ультразвуковых испытаний сварного шва
По завершении ультразвуковых испытаний проводится отбор образцов труб для механических испытаний.

Взятие фрагмента трубы в качестве образца для проведения механических испытаний
А остальные трубы отправляются на рентгено-телевизионный контроль, который позволяет дополнительно убедиться в качестве сварного шва по всей его длине.

Участок контроля качества труб, на дальнем плане - установка автоматического измерения параметров труб
Еще одна проверка, которой подвергается труба - магнитно-порошковый контроль. Метод основан на том, что магнитные поля в местах неоднородностей деформируются. Поэтому если у поверхности трубы в магнитном поле распылить порошок из ферромагнетика, то по его расположению на поверхности исследуемого объекта можно определить места скрытых дефектов, которые не удалось обнаружить на предыдущих стадиях контроля.
Магнито-порошковый контроль весьма эффективен. Он позволяет выявлять трещины различного происхождения, непровары сварных соединений и другие дефекты шириной раскрытия в несколько микрометров.


Установка магнито-порошкового контроля
Далее выполняется проверка геометрии трубы.
После завершения всех испытаний автоматически определяются длина трубы и ее вес. Эти данные включаются в паспорт изделия и передаются на маркировочное устройство.
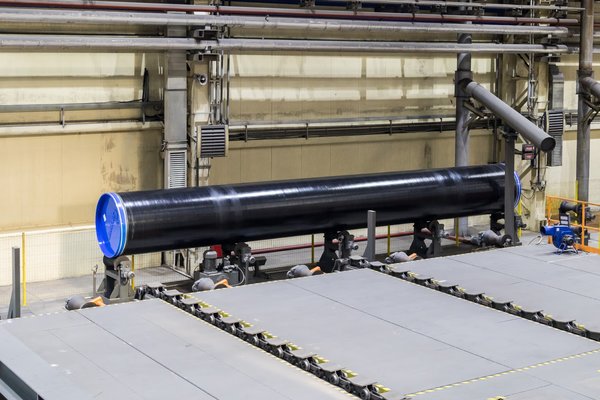
Затем труба зачищается и на нее наносится полимерное антикоррозионное покрытие.

Начало цеха нанесения наружного изоляционного покрытия

Участок нанесения наружного антикоррозионного покрытия

Цех нанесения наружного антикоррозионного покрытия
Далее проверяется качество нанесения изоляционного слоя, а затем готовая труба закрывается заглушками и отправляется на склад, откуда будет отгружена клиенту.

Участок проверки качества изоляционного покрытия

Труба закрывается заглушками перед отправкой на склад готовой продукции
Труба уезжает на склад готовой продукции
Склад готовой продукции - крытый, поэтому готовая труба не подвергается лишним атмосферным воздействиям и ожидает своей отправки в комфортных условиях.
Ее отгрузка осуществляется прямо отсюда же, из крытого помещения. Склад организован таким образом, что отправка трубы потребителю возможна и автомобильным, и железнодорожным транспортом.

Отгрузка трубы клиенту


Маневровый тепловоз ТЭМ2-3347 заводит полувагоны на склад под погрузку трубы
Вот мы и прошли почти весь технологический процесс Загорского трубного завода от начала до конца как из чистого стального листа получается загорская труба.
Закончить этот рассказ хочется цифрами.
Итак, общий вес заводского оборудования Загорского трубного завода составляет около 5000 тонн. Оно размещено на площади, эквивалентной площади семи футбольных полей и позволяет заводу производить до 17 труб в час. Т. е. каждые 3, 5 минуты выпускается новая труба - это самый высокий показатель по отрасли.
За те два года, что работает завод, он произвел 500 000 тонн труб. Их общая длина составляет около 1000 км. Этого хватило бы для того, чтобы, например, построить прямой трубопровод от Москвы до Азовского моря.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|