- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ПЗ № 7. Технология сварки (наплавки) стыковых, угловых, тавровых соединений
Аргонодуговую сварку тавровых, угловых и нахлесточных соединений выполняют справа налево, от себя и на себя Слева направо сварку выполнять неудобно, но можно При выполнении угловых швов вольфрамовый электрод горелки всегда направляют в угол, что обеспечивает равномерное плавление обеих кромок.
Присадочную проволоку подают впереди горелки, оставляя горячий конец ее всегда в зоне защитного газа (рис. 59).

Рис. 59. Расположение горелки относительно свариваемых кромок при сварке угловых тавровых и нахлесточных соединений
Колебательных движений горелке и присадочной проволоке не придают. При сварке в нижнем положении проволоку в зону плавления подают равномерно, без рывков, исключая лишние порции расплавленного металла.
При сварке в вертикальном положении горелку располагают строго в угол под наклоном к вертикальной плоскости. Присадочную проволоку всегда подают сверху равномерно, обеспечивая этим подачу расплавленного металла в сварочную ванну одинаковыми порциями.
Аргонодуговую сварку тавровых, угловых и нахлесточных соединений в потолочном положении принято выполнять на себя, чтобы обеспечить лучшее обозрение расплавленного металла сварочной ванны. Горелку, как правило, держат почти вертикально, т. е. под углом 90° к свариваемой плоскости. Присадочную проволоку располагают впереди горелки, беспрерывно подавая ее конец в зону плавления. Удержание расплавленного металла осуществляется силой давления дуги, силой поверхностного натяжения металла и электромагнитными силами. Схема расположения горелки и присадочной проволоки приведена на рис. 60.
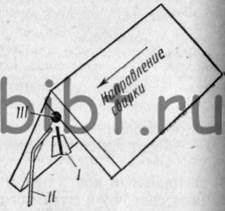
Рис. 60. Схема расположения горелки и присадочной проволоки при сварке в потолочном положений тавровых, угловых и нахлесточных соединений: I - контур горелки, II - присадочная проволока, III - сварной шов
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|