- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Взаимозаменяемость гладких цилиндрических деталей
Название дисциплины: ОП. 09 МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ, СЕРТИФИКАЦИЯ.
Номер группы: ЭРСО 19-1
Форма и дата занятия: комбинированное занятие 31. 01. 2022 г. ФИО преподавателя: Иовлев Виталий Александрович iva13pmv@yandex. ru, https: //vk. com/club194253640, Ватсап+79829100492, подключиться к конференции Zoom https: //us04web. zoom. us/j/4346685540? pwd=TStIZHNqa3N1Z3ZPOVdCRTRuUlM0QT09
Идентификатор конференции: 434 668 5540
Код доступа: 6xhm62
Срок выполнения (сдачи) задания: 31. 01. 2022г.
Дата консультации: 31. 01. 2022г.
Формулировка задания.
Необходимо изучить материал и выполнить задания.
1. Прочитать и просмотреть материал по теме
2. Написать конспект.
3. Ответить на вопросы в конце темы.
Взаимозаменяемость гладких цилиндрических деталей
https: //infourok. ru/lekcii-po-teme-vzaimozamenyaemost-gladkie-cilindricheskie-poverhnosti-1300479. html - лекция.
Взаимозаменяемостью называется свойство одних и тех же деталей, узлов или агрегатов машин и т. д., позволяющее устанавливать детали (узлы, агрегаты) в процессе сборки или заменять их без предварительной подгонки при сохранении всех требований, предъявляемых к работе узла, агрегата и конструкции в целом. Указанные свойства изделий возникают в результате осуществления научно-технических мероприятий, объединяемых понятием " принцип взаимозаменяемости".
Взаимозаменяемость гладких цилиндрических деталей
Общие положения
Точность детали определяется точностью размеров, шероховатостью поверхностей, точностью формы поверхностей, точностью расположения и волнистостью поверхностей.
Для обеспечения точности размеров в России действует Единая система допусков и посадок (ЕСДП), которая создана на основе системы ИСО. В 1949 г. было решено в основу системы ИСО положить систему ИСА, опубликованную в бюллетене ISA25 (1940 г. ) и отчете комитета ISA-3 об этой системе (декабрь 1935 г. ). В настоящее время система ИСО принята большинством стран-членов ИСО.
В ЕСДП в первую очередь стандартизованы базовые элементы, необходимые для получения различных полей допусков, а не посадки и образующие их поля допусков отверстий и валов. Каждое поле допуска можно представить сочетанием двух характеристик, имеющих самостоятельное значение, — величины допуска и его положения относительно номинального размера.
Допуск зависит от квалитета и размера
Т = а× i, (2. 1)
где а - число единиц допуска, зависящее от квалитета и не зависящее от номинального размера; i- единица допуска.
Для нормирования требуемых уровней точности установлены квалитеты изготовления деталей и изделий. Под квалитетом (по аналогии с франц. qualiti — качество) понимают совокупность допусков, характеризуемых постоянной относительной точностью (определяемой коэффициентом а) для всех номинальных размеров данного диапазона (например, от 1 до 500 мм). Точность в пределах одного квалитета зависит только от номинального размера. В ЕСДП установлен 21 квалитет: 01, 0, 1, 2, ..., 19. Квалитет определяет допуск на изготовление и, следовательно, методы и средства обработки и контроля деталей машин.
Для квалитетов 5 - 19 число единиц допуска а соответственно равно 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000, 1600, 2500 и 4000.
Единица допуска (мкм) для размеров до 500 мм
i = 0, 45  ; (2. 2)
; (2. 2)
для размеров свыше 500 до 10000 мм
i = 0, 004× D + 2, 1, (2. 3)
где D — среднее геометрическое крайних размеров каждого интервала, мм.
Для размеров менее 1 мм допуски по квалитетам 14 - 19 не назначают.
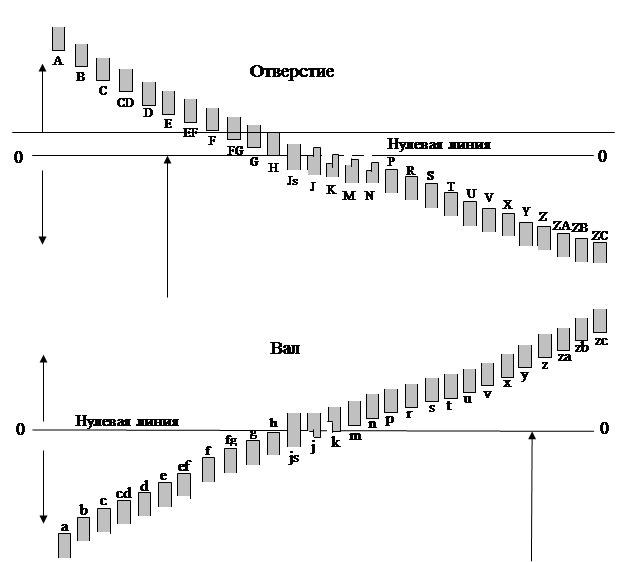
Основное отклонение — одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. В системе ЕСДП таким отклонением является отклонение, ближайшее к нулевой линии.
Основное отклонение (положение поля допуска относительно нулевой линии), зависящее от нормального размера, обозначается буквой латинского алфавита — прописной для отверстий (от А до Z) и строчной - для валов (от а до z) На рис. 2. 3 приведены основные отклонения отверстий и валов в системах ИСО и ЕСДП.
Отклонения a – h (A – H) предназначены для образования посадок с зазором, js – zc (Js – ZC) – для посадок с натягами и переходных, причем для переходных обычно применяют отклонения js, k, m, n (Js, K, M, N). Поля допусков вала js и отверстия Js располагаются симметрично по обе стороны от нулевой линии. Для каждого буквенного обозначения абсолютная величина и знак основного отклонения вала определяются по эмпирическим формулам, приведенным в государственном стандарте.
Абсолютная величина и знак основного отклонения отверстия определяются по основному отклонению вала, обозначенному той же буквой, по общему или специальному правилам.
Общее правило определения основных отклонений отверстий — основное отклонение отверстия должно быть симметрично относительно нулевой линии основному отклонению вала, обозначенному той же буквой:
ЕI = - es — для отверстий от А до Н, ЕS = - ei - для отверстий от I до ZC. Исключение составляет отклонение отверстий квалитетов от 9 до 16 размеров свыше 3 мм, у которых основное отклонение ЕS = 0.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|