- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Теоретический материал
ТМ-161. 21. 04. Тема 4. 1. 1. Определение, назначение, область применения станочных автоматических линий. Классификация. Компоновочные схемы. Оборудования автоматических станочных линий. Транспортные устройства.
Теоретический материал
АЛ классифицируются по различным признакам, влияющим на их структуру и организацию эксплуатации.
1. По непрерывности действия обрабатывающих инструментов или среды на объект обработки АЛ делятся на:
· непрерывные,
· дискретные (с паузами).
2. По непрерывности транспортирования обрабатываемых объектов АЛ различают на:
· непрерывные, когда обработка объектов ведется во время движения транспортера,
· дискретные (шаговые), когда объект обрабатывается в остановленном состоянии, с закреплением и фиксацией в рабочих зонах;
3. По виду связи между станками (агрегатами) АЛ бывают:
· сблокированные (с жесткой связью)
· несблокированные. (с гибкой связью)
Сблокированная автоматическая линия - это АЛ, в которой автоматический транспорт и система управления объединяют работу встроенного технологического оборудования общим циклом.
В сблокированной АЛ, показанной на рис. 6. 2, а, изделия загружаются, обрабатываются, разгружаются и передаются от станка к станку одновременно или через кратные промежутки времени, В этих линиях нет межоперационных активных заделов, поэтому в случае выхода из строя любого станка все другие станки выключаются и линия простаивает.
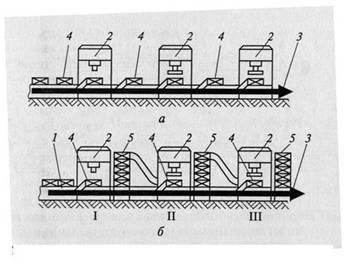
Рис. 6. 2. Схемы сблокированной (а) и несблокированной (б) автоматических линий:
1 — накопитель первичной загрузки; 2 — станки; 3 — транспортер; 4 — заготовки; 5 — накопители; I, II, III — номера участков
Несблокированная автоматическая линия — это АЛ, в которой автоматический транспорт и система управления обеспечивают в определенных пределах независимый цикл работы каждой единицы встроенного технологического оборудования.
В несблокированной АЛ изделия обрабатываются и передаются от станка к станку не одновременно. На рис. 6. 2, б показано, как после обработки на станке изделие попадает в межоперационный накопитель: в этих линиях имеются межоперационные активные заделы, что позволяет в случае выхода из строя любого станка всем другим продолжать работу до окончания межоперационных заделов.
Межоперационный задел составляют заготовки, расположенные между двумя станками (или участками) АЛ и предназначенные для обеспечения бесперебойной работы станков (или участков) при их различной производительности или в случае поломки одного из них.
Устройство для приема, хранения и выдачи межоперационного задела, расположенное между станками или между участками станков (см. рис. 6. 2, б) АЛ, называется накопителем заделов.
Из рис. 6. 3 очевидно, что несблокированная АЛ может обеспечивать несинхронную связь между станками (рис. 6. 3, а) или между участками (при синхронной связи между станками участка — см. рис. 6. 3, б).

Рис. 6. 3. Схемы автоматических линий с накопителями,
расположенными между станками (а) и между участками (б):
1 — накопители; 2 — станки; 3 — первичные накопители в начале АЛ; 4 — накопители обработанных деталей в конце АЛ
4. По виду обрабатываемых изделий различают АЛ для обработки корпусных деталей, валов (прямоосных, коленчатых, распределительных), дисков, деталей подшипников и др.
5 По характеру транспортирования изделий АЛ делятся на спутниковые и бесспутниковые.
Спутниковая АЛ такая, в которой заготовки базируются, обрабатываются и транспортируются на приспособлениях-спутниках (ПС). В транспортную систему таких линий входят транспортеры для возврата ПС на позицию загрузки.
На рис. 6. 4 показана АЛ для обработки корпуса клапана, который из-за формы, неудобной для непосредственного базирования, устанавливают на ПС. Данная АЛ имеет замкнутую транспортную систему, состоящую из продольных и поперечных шаговых конвейеров 2, 3, 5 и 10, перемещающих обрабатываемые детали 4 по рабочим позициям Б, В, Г, Д ивозвращающих ПС 6 кпозиции А ручной загрузки-выгрузки обрабатываемых изделий (на позициях А, В и Г верхняя плита у ПС не показана). Последовательная обработка детали происходит на станках 7, 8 и 1. На позиции Б растачиваются отверстия и подрезаются торцы левого и среднего фланцев. На позиции В сверлятся отверстия и подрезается торец правого фланца. На столе 9 ПС вместе с деталью поворачивается в горизонтальной плоскости на 180° и поступает на позицию Г для сверления отверстий в торцах правого и среднего фланцев. После обработки ПС с деталью поступает на позицию Д для очистки от стружки, а затем на позицию А для контроля отверстий, снятия с ПС обработанной детали и установки на ПС новой заготовки.
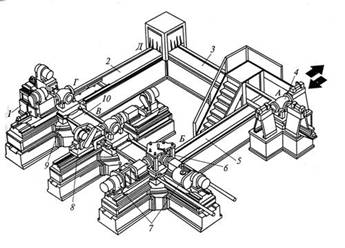
Рис. 6. 4. Однопредметная автоматическая линия для обработки корпуса
клапана с приспособлением-спутником:
1, 7, 8 — станки; 2, 3, 5, 10 — шаговые конвейеры; 4 — обрабатываемая деталь;
6 — ПС; 9 — стол; А — позиция контроля и загрузки-выгрузки; Б, В, Г, Д -рабочие позиции
При компоновке АЛ из вертикальных станков, когда на одной станине монтируются с противоположных сторон два силовых узла изделие транспортируется в горизонтальной плоскости. По такой схеме строятся АЛ для обработки крупных изделий.
6. По типу встроенных станков различают АЛ из
· универсальных (автоматов или полуавтоматов),
· специальных,
· агрегатных станков.
Иногда АЛ компонуется из станков различных типов.
7. По способу передачи изделий со станка на станок различают следующие АЛ:
· со сквозным транспортированием через рабочую зону. Преимущество такого способа — удобство компоновки, недостаток - усложнение обслуживания оборудования. Такие АЛ применяются при обработке корпусных деталей, при обработке наружных колец подшипников на бесцентровых круглошлифовальных автоматах и т. д.;
· с верхним транспортированием. Преимущество - облегчение обслуживания станков АЛ, недостаток - усложнение транспортной системы. Такие АЛ применяются при шлифовальной обработке коленчатых валов;
· с боковым (фронтальным) транспортированием. При этом требуется дополнительное устройство для поперечной загрузки заготовок в рабочую зону и съема готовых деталей. Такие АЛ применяются при обработке валов электродвигателей, зубчатых колес железнодорожных подшипников;
· с комбинированным транспортированием.
8, По числу типов одновременно обрабатываемых деталей АЛ делятся на
· однопредметные,
· многопредметные.
Пример спутниковой АЛ для обработки одного изделия, называемой однопредметной, или однономенклатурной, приведен ранее (см. рис. 6. 7).
АЛ, предназначенная для производства изделий нескольких типоразмеров или наименований, называется многопредметной, или многономенклатурной.
Многопредметная АЛ должна быть переналаживаемой - ее технологическое и транспортное оборудование за счет автоматического или ограниченного по времени и трудоемкости ручного регулирования или замены элементов технологической оснастки, автоматического транспорта и автоматических загрузочно-разгрузочных устройств должны позволять проводить обработку разных изделий в заранее установленном диапазоне размеров.
9, По числу потоков АЛ бывают
· однопоточные,
· многопоточные.
Обработка, при которой каждая операция (переход) выполняется только на одном изделии, называется однопоточной, а работающая по этому принципу АЛ — линией последовательного действия (рис. 6. 7).

Рис, 6. 7. Схемы однопоточных АЛ из одного (а) и двух (б) участков
1 – заготовки 2 – станки 3 – конвееры 4 – поворотные столы
Обработка, при которой одна и та же операция (переход) выполняется одновременно на нескольких изделиях, называется многопоточной, а работающая по такому принципу АЛ - линией параллельно-последовательного действия (рис. 6. 8). Увеличение числа потоков связано с необходимостью увеличения выпуска изделий.
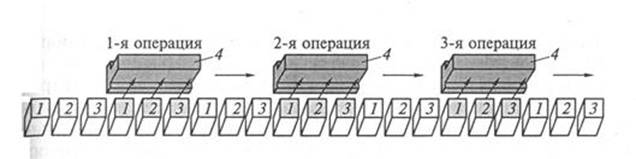
Рис. 6. 8. Схема многопоточной АЛ:
1, 2, 3 — заготовки; 4 — станки
10. По ветвлению потоков АЛ делятся на:
· неветвящиеся,
· ветвящиеся.
Неветвящиеся АЛ применяются когда длительности операций выполняемых на АЛ одинаковые (равная такту), а ветвящиеся – длительности операций разные, отличающиеся друг от друга в разы.
11. По расположению оборудования АЛ различают
· замкнутые,
· незамкнутые.
Замкнутые АЛ загружаются и разгружаются с помощью транспортного устройства, ПР или оператора в одном месте, что является их достоинством; недостаток — затрудненный доступ к оборудованию, что усложняет его обслуживание. Большинство АЛ — незамкнутые, т. е. расположение оборудования может быть прямолинейным, Т-образным, П-образным, Ш-об-разным и т. д. Такие АЛ позволяют выполнять много операций, обеспечивают удобный доступ при обслуживании и ремонте, но требуют большого числа обслуживающих рабочих.
12. По технологическому назначению различают АЛ
· механообрабатывающие,
· механосборочные, сборочные,
· заготовительные, штамповочные,
· термические,
· контрольно-измерительные,
· электроэрозионные,
· упаковочные,
· консервационные,
· комплексные.
Для АЛ комплексной обработки характерно сочетание технологических операций: обработка резанием, давлением, сборка, контроль, мойка и т. д.
Список литературы:
Черпаков Б. И. Технологическое оборудование машиностроительного производства: учебник для студентов учреждений сред. проф. образования / Б. И. Черпаков, Л. И. Вереина. – 3-е изд., ипр. – М.: Издательский центр «Академия», 2015. – 416с.
Задание по теме 4. 1. 1:
1). Определение, назначение, область применения станочных автоматических линий. Классификация.
2) Компоновочные схемы.
3) Оборудования автоматических станочных линий.
4) Транспортные устройства.
Выслать фото выполненных заданий на электронную почту преподавателя – lina. bublikova92@mail. ru
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|