- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Нарезание резьбы
Нарезание резьбы представляет собой процесс получения на цилиндрических и конических поверхностях винтовых канавок. Совокупность витков, расположенных по винтовой линии на изделии, называется резьбой.
Резьба бывает наружная и внутренняя. Основными элементами всякой резьбы являются профиль, шаг, высота, наружный, средний и внутренний диаметры.
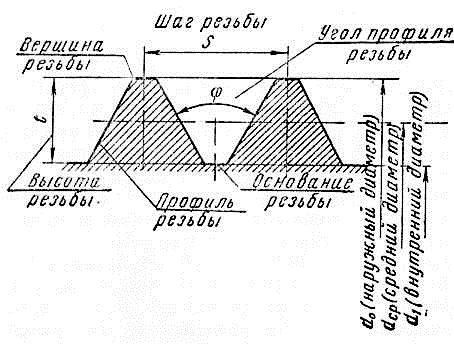
Рис. 66. Элементы резьбы
Профилем резьбы называется форма сечения витка, проходящего через ось болта или гайки (рис. 66). Ниткой (витком) называется часть резьбы, образуемая при одном полном обороте профиля.
Шагом резьбы называется расстояние между двумя одноименными точками соседних витков, измеряемое параллельно оси резьбы, оси болта или гайки.
Высота резьбы определяется как расстояние от вершины резьбы до основания.
Вершиной резьбы называется участок профиля резьбы, находящийся на наибольшем расстоянии от оси резьбы (оси болта или гайки).
Основанием резьбы (впадиной) называется участок профиля резьбы, находящийся на наименьшем расстоянии от оси резьбы.
Углом профиля резьбы называется угол между двумя боковыми сторонами профиля резьбы.
Наружный диаметр резьбы — наибольший диаметр, измеряемый по вершине резьбы в плоскости, перпендикулярной к оси резьбы.
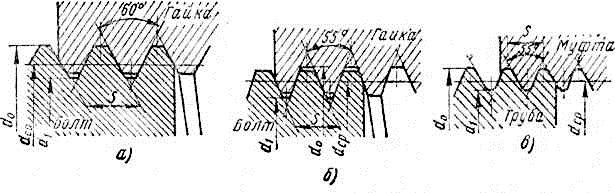
Рис. 67. Системы резьб:
а — метрическая; б — дюймовая, в — трубная
Средний диаметр резьбы—это расстояние между двумя линиями, параллельными оси болта, из которых каждая находится на разных расстояниях от вершины нитки и дна впадины. Ширина витков наружной и внутренней резьбы, измеренная по окружности среднего диаметра, одинакова.
Внутренний диаметр резьбы — наименьшее расстояние между противоположными основаниями резьбы, измеренное в направлении, перпендикулярном оси резьбы.
Профили и системы резьб. В деталях машин применяются различные профили резьбы. Наиболее распространенными являются треугольный, трапецеидальный и прямоугольный профили. По назначению резьбы разделяются на крепежные и специальные. Треугольная резьба применяется для скрепления деталей между собой (нарезки на болтах, шпильках, гайках и т. п. ), ее часто называют крепежной. Трапецеидальную и прямоугольную резьбы применяют на деталях механизмов передачи движения (винты слесарных дисков, ходовые винты токарно-винторезных станков, подъемники, домкраты и т. п. ). р. Существуют три системы резьбы: метрическая, дюймовая и трубная. Основной является метрическая резьба, которая имеет профиль в виде равностороннего треугольника с углом при вершине 60° (рис. 67, а). Во избежание заедания при сборке вершины резьбы у болтов и гаек срезаются. Размеры метрических резьб даются в миллиметрах.
Трубная резьба представляет собой мелкую дюймовую резьбу. Она имеет такой же профиль, как и дюймовая, с углом при вершине 55° (рис. 67, в). Трубная резьба применяется главным образом для газовых, водопроводных труб и муфт, соединяющих эти трубы.
Инструменты для нарезания наружных резьб. Для нарезания наружной резьбы применяют плашку, представляющую собой дельное или разрезное кольцо с резьбой на внутренней поверхности (рис. 68, а, б). Стружечные канавки плашки служат для образования режущих кромок, а также для выхода стружки.
По конструкции плашки разделяются на круглые (лерки), раздвижные и специальные для нарезания труб. Круглые плашки бывают цельные и разрезные. Цельные круглые плашки обладают большой жесткостью, чают чистую резьбу. Разрезные плашки применяются для нарезания резьбы невысокой точности.
Раздвижные плашки состоят из двух половинок, которые называются полуплашками. На наружных сторонах полуплашек имеются пазы с углом 120° для закрепления полуплашек в клуппе. На каждой полуплашке проставлен диаметр резьбы и номера 1 и 2, которыми руководствуются при установке их в клупп. Плашки, изготовляются из инструментальной стали У£ 2»
Нарезание резьбы вручную плашками осуществляют при помощи воротков и клуппов. При работе круглыми плашками применяют специальные воротки (рис. 68, в). Рамка такого зоротка имеет форму круглой плашки. В отверстие рамки устанавливают круглую плашку и закрепляют тремя стопорными винтами, имеющими конические концы, которые входят в специальные углубления на плашке. Четвертым винтом, входящим в разрез регулируемой плашки, устанавливают наружный размер резьбы.
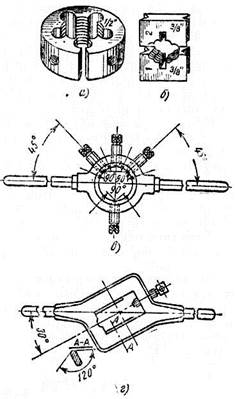
Рис. 68. Инструменты для нарезания наружных резьб:
а — плашка разрезная, б — плашка раздвижная, в — вороток, г г- клупп с косой рамкой
Раздвижные плашки устанавливают в клупп с косой рамкой (рис. 68, г), у которой имеются две рукоятки. Обе полуплашки устанавливают в рамку. Регулировочным винтом сближают полуплашки и устанавливают их для получения резьбы нужного размера. Между крайней полуплашкой и регулировочным винтом вставляется сухарь, обеспечивающий равномерное распределение давления винта на полуплашки.
Резьбу нарезают вручную и на станках. В слесарном деле чаще пользуются ручным инструментом. Нарезание наружной резьбы раздвижными плашками заключается в следующем. Заготовку болта или другой детали зажимают в тисках и смазывают маслом. Затем на конец заготовки накладывают клупп с плашками и регулировочным винтом сближают плашки так, чтобы они врезались в заготовку на 0, 2—0, 5 мм.
После этого начинают вращать клупп, поворачивая его на 1—2 оборота вправо, затем на пол-оборота влево и т. д. Так делают до тех пор, пока не будет нарезана резьба на необходимую длину детали.
Затем клупп свертывают по резьбе в исходное положение, регулировочным винтом плашки сближают еще больше и повторяют процесс нарезания до получения полного профиля резьбы. После каждого прохода необходимо смазывать нарезаемую часть заготовки. Нарезание резьбы цельными плашками производится за один проход.
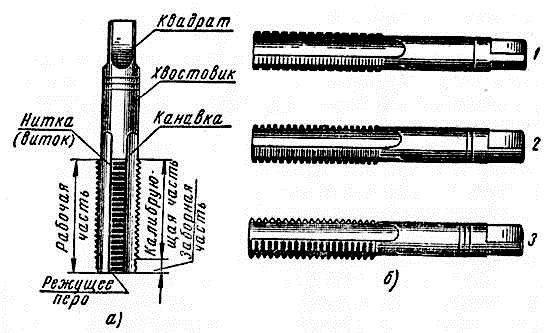
Рис. 69. Слесарные метчики:
а — основные части метчика, б — комплект метчиков: 1 — черновой, 2 — средний, 3 — чистовой
Инструменты для нарезания внутренних резьб. Внутреннюю резьбу нарезают метчиком как на станках, так и вручную. В слесарном деле преимущественно пользуются ручным способом.
Метчик (рис. 69, а) представляет собой стальной винт с продольными и винтовыми канавками, которые образуют режущие кромки. Метчик состоит из рабочей части и хвостовика. Рабочая часть разделяется на заборную и калибрующую части.
Заборной частью метчика называется передняя конусная часть, выполняющая основную работу резания. Калибрующая часть служит для направления метчика в отверстии при нарезании и калибровке резьбы. Зубья резьбовой части метчика называются режущими перьями. Хвостовик служит для закрепления метчика в патроне или в воротке. Хвостовик заканчивается квадратом. По назначению метчики делят на слесарные, гаечные, машинные и др.
Метчики применяют для нарезания резьбы вручную, они выпускаются комплектами из двух или трех штук. Комплект метчиков”“’ для нарезания метрической и дюймовой резьб состоит из трех штук: чернового, среднего и чистового (рис. 69, б). Заборная часть чернового метчика имеет 6—8 витков, среднего метчика — 3—4 витка и чистового—1, 5—2 витка. Черновым метчиком производят предварительное нарезание, средним делают резьбу более точной, а чистовым осуществляют окончательное нарезание и калибруют резьбу.
По конструкции режущей части метчики бывают цилиндрические и конические. При цилиндрической конструкции все три метчика комплекта имеют разные диаметры. Только чистовой метчик имеет полный профиль резьбы, наружный диаметр среднего метчика меньше чистового на 0, 6 высоты резьбы, а диаметр чернового метчика меньше диаметра чистового на полную высоту резьбы. Метчики с цилиндрической конструкцией режущей части применяются главным образом для нарезания резьбы в глухих отверстиях.
При конической конструкции все три метчика имеют одинаковый диаметр, полный профиль резьбы с различной длиной заборных частей. Такие метчики применяют для нарезания резьбы в сквозных отверстиях. Метчики изготовляют из инструментальных углеродистых сталей У10, У12. Вручную резьбы нарезают при помощи воротка, имеющего квадратное отверстие.
Заготовку или деталь закрепляют в тисках, а метчик — в воротке. Процесс нарезания резьбы состоит в следующем. Черновой метчик устанавливают вертикально в подготовленное отверстие и при помощи воротка начинают его вращать по часовой стрелке с легким нажимом. После того как метчик врежется в металл, нажим прекращают и продолжают вращение.
Периодически нужно проверять угольником положение метчика по отношению к верхней плоскости заготовки. Метчик следует повернуть на 1—2 оборота по часовой стрелке, а затем на пол-оборота против часовой стрелки. Это следует делать для
того, чтобы получающаяся при нарезании стружка дробилась и тем самым облегчалась работа.
После чернового метчика нарезание производят средним, а затем чистовым. Для получения чистой резьбы и охлаждения метчика при нарезании применяют смазку. При нарезании резьбы в стальных заготовках в качестве смазывающих и охлаждающих жидкостей применяют минеральное масло, олифу или эмульсию, в алюминиевых — керосин, в медных — скипидар. В чугунных и бронзовых заготовках резьбы нарезают всухую.
При нарезании резьбы в заготовках, изготовленных из мягких и вязких металлов (баббит, медь, алюминий), метчик периодически вывертывают из отверстия и очищают канавки от стружки.
При работе метчиком возможны различные дефекты, например поломка метчика, рваная резьба, срыв резьбы и др. Причинами этих дефектов являются: тупой метчик, забивание канавок метчика стружкой, недостаточная смазка, неправильные установка метчика в отверстие и выбор диаметра отверстия, а также невнимательное отношение работающего.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|