- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Номинальный диаметр. резьбы, мм. Диаметр стержня, мм
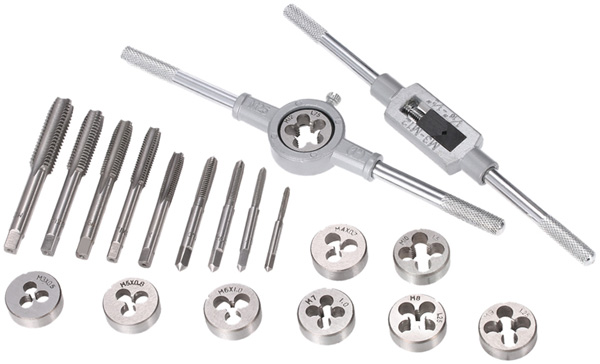
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
- Нарезание наружной резьбы плашкой
- Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2, 0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1, 5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0, 1…0, 25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0, 1…0, 25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5, 80…5, 90 мм; М8 – 7, 80…7, 90 мм; М10 – 9, 75…9, 85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 0, 8 | 4, 92 | 4, 82 | |
| 5, 89 | 5, 79 | ||
| 1, 25 | 7, 87 | 7, 76 | |
| 1, 5 | 9, 85 | 9, 73 | |
| 1, 75 | 11, 83 | 11, 7 | |
| 13, 8 | 13, 67 | ||
| 15, 8 | 15, 67 | ||
| 2, 5 | 17, 8 | 17, 62 | |
| 2, 5 | 19, 8 | 19, 62 | |
| 2, 5 | 21, 8 | 21, 62 | |
| 23, 79 | 23, 57 | ||
| 26, 79 | 26, 57 | ||
| 3, 5 | 29, 79 | 29, 52 | |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1, 5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0, 5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1, 5 = 8, 5 мм.
| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр сверла под резьбу |
| 0, 4 | 1, 6 | |
| 0, 5 | 2, 5 | |
| 3, 5 | 0, 6 | 2, 9 |
| 0, 7 | 3, 3 | |
| 0, 8 | 4, 2 | |
| 5, 0 | ||
| 0, 75 | 5, 25 | |
| 0, 5 | 5, 5 | |
| 1, 25 | 6, 8 | |
| 7, 0 | ||
| 0, 75 | 7, 25 | |
| 0, 5 | 7, 5 | |
| 1, 5 | 8, 5 | |
| 1, 25 | 8, 8 | |
| 9, 0 | ||
| 0, 75 | 9, 25 | |
| 0, 5 | 9, 5 | |
| 1, 75 | 10, 2 | |
| 1, 5 | 10, 5 | |
| 1, 25 | 10, 8 | |
| 0, 75 | 11, 25 | |
| 0, 5 | 11, 5 | |
| 12, 0 | ||
| 1, 5 | 12, 5 | |
| 1, 25 | 12, 8 | |
| 13, 0 | ||
| 0, 75 | 13, 25 | |
| 0, 5 | 13, 5 | |
| 14, 0 | ||
| 1, 5 | 14, 5 | |
| 15, 0 | ||
| 0, 75 | 15, 25 | |
| 0, 5 | 15, 5 | |
| 2, 5 | 15, 5 | |
| 16, 0 | ||
| 1, 5 | 16, 5 | |
| 17, 0 | ||
| 0, 75 | 17, 25 | |
| 0, 5 | 17, 5 | |
| 2, 5 | 17, 5 | |
| 2, 5 | 19, 5 | |
| 3, 5 | 26, 5 |
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|