- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Образец ответа:(Без указания числа и фамилии рассматривать не буду)
09. 11. Задание. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ЭЛЕКТРИЧЕСКОГО И ЭЛЕКТРОМЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ. ТЭО18.
1. Изучить материалы лекции.
2. Ответить на вопросы.
1. Опишите системы смазки машин.
2. Что такое карты смазки.
Не копировать полностью материалы лекции. Такой отчет приниматься не будет. Для этого при ознакомлении с материалом сделать выписки на компьютере основных понятий и привязать их к вопросами данного занятия и прислать их на адрес: distance_lesson@mail. ru
Образец ответа: (Без указания числа и фамилии рассматривать не буду)
Занятие 09. 11. Студент.........
Я ознакомился с лекцией.
На вопрос 1. ..............
Ответ..........
На вопрос 2..........
Ответ............
Лекция 25.
Тема: Системы смазки горных машин. Техническая документация на смазывание. Карта смазки.
План лекции.
1. Системы смазки машин.
2. Карты смазки.
Системы смазки машин.
Для смазки горных машин и оборудования применяют индивидуальные и централизованные системы смазки.
В индивидуальных системах смазочные материалы подводят к каждой трущейся паре при помощи специального смазочного устройства, расположенного у этой пары.
В централизованных системах одно смазочное устройство обеспечивает смазку нескольких трущихся пар, расположенных в различных местах машины.
Системы смазки классифицируются: по времени действия — периодическая и непрерывная; способу подачи смазки — принудительная и без принудительной подачи; характеру циркуляции — проточная, циркуляционная и смешанная.
Периодическая смазка производится в промежутки времени, установленные инструкцией по техническому обслуживанию машины, а непрерывная — непрерывно в течение всего периода работы машины.
Принудительная подача смазки к узлам трения производится насосами различных конструкций. В системах без принудительной подачи смазочный материал поступает к рабочим поверхностям самотеком под действием собственного веса.
В проточной системе смазочный материал пропускается через смазочные поверхности и не возвращается к ним, а в циркуляционной — многократно возвращается к ним.
В индивидуальных системах применяют периодическую и непрерывную смазку. При периодической смазке смазочные материалы подаются к трущимся поверхностям деталей через масленки Консистентную смазку доставляют в зону трения обычно шприцами.
Для редукторов с цилиндрическими зубчатыми колесами уровень масла в ванне принимается таким, чтобы наибольшее колесо было погружено в масло примерно на высоту зуба. В конических редукторах зуб большего колеса должен быть погружен в масло на полную длину. В червячных редукторах при расположении червяка под червячным колесом масло должно покрывать червяк на высоту витка, а при расположении червяка над колесом — нижний зуб колеса. Превышение нормального уровня масла приводит к непроизводительным потерям мощности, перегреву и вспениванию масла.
Принудительная циркуляционная смазка с помощью насосов позволяет осуществить непрерывную очистку масла, точно дозировать его количество, обеспечить лучший отвод тепла, но она более сложная и требует квалифицированного обслуживания.
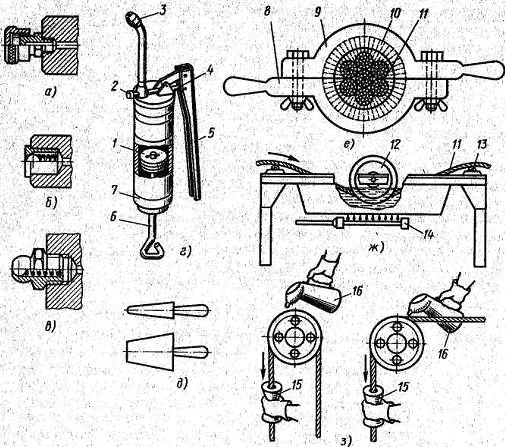
. Устройства для смазывания узлов трения:
А - колпачковая масленка; б - ниппельная пресс-масленка; в - шариковая пресс-масленка; г - рычажный шприц; д - лопатка (шпатель); е - проволочная щетка; ж - устройство для смазывания стальных канатов в ванне с подогревом; з - то же, в воронке; 1 - поршень; 2 - обратный клапан; 3 - наконечник; 4 - плунжер; 5 - рычаг; 6 - шток; 7, 9 - корпуса; 8 - стяжной винт; 10 - щетка; 11 - канат; 12 - средний блок; 13 - направляющие блоки; 14 - нагревательный элемент; 15 - воронка; 16 – масленка
.
Техническая документация на смазывание.
Техническая документация должна содержать исчерпывающие данные о том, какие узлы трения и какими смазочными материалами подлежат смазыванию.
Смазочные материалы, подлежащие применению при смазывании машины, их основные свойства и режимы смазывания удобнее указывать в отдельной ведомости по формам. Для каждого узла трения следует подобрать не только основные виды смазочных материалов, но и их заменители.
Основным документом, которым должен руководствоваться обслуживающий персонал при смазывании той или иной машины является карта смазки, разработанная заводом-изготовителем.
Карта смазки представляет собой эскиз машины (без указания ее размеров), выполненный в большинстве случаев в двух проекциях, на которых указанны и пронумерованы все смазываемые точки, места залива и слива масла, маслоуказатели, маслонасосы и др. смазочные приборы и оборудование.
Кроме того, карта смазки содержит подробную спецификацию, в которой указывается порядковый номер и назначение смазываемой детали, количество смазываемых точек, система смазки, применяемый сорт и норма расхода смазки, режим смазки, емкость и сорт заливаемого масла, сроки замен (службы) масла и заменители.
В спецификации указывают порядковый номер и название смазываемой детали, количество смазываемых точек, систему смазки, сорт и норму расхода смазочного материала, режим смазывания, емкость масляной ванны, сроки службы масла до смены и заменители основных сортов смазочных материалов. Порядковые номера смазываемых точек па схеме наносятся по часовой стрелке, а вся спецификация дастся по узлам станка. При этом все Пары деталей, смазываемые от одной масленки, принимают за одну точку. Необоснованное увеличение периода эксплуатации масел может вызвать повышенный износ, а преждевременная их смена — увеличение эксплуатационных расходов. При замене масел тщательно промывают узлы трения и смазочные системы для удаления продуктов изнашивания и абразивных частиц, попавших из внешней среды.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|