- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Скорость, м/мин. Подача, мм/об. Отверстие. Точки измерения. Высота заусенцев h, мм. Dотв, мм. Отверстие. Скорость, м/мин. Подача, мм/об. Средний Dотв, мм. Отверстие. Скорость, м/мин. Подача, мм/об
Иркутский национальный исследовательский технический университет
КОНТРОЛЬ И ОБРАБОТКА ОТВЕРСТИЙ В ПАКЕТАХ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ СВЕРЛИЛЬНОЙ МАШИНОЙ С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ
В статье описана обработка отверстий сверлильной машиной AtlasCopco PFD-1500 в пакетах из композиционных материалов и металлов, так же анализ полученных отверстий, зависимость точности от режимов резания.
Ключевые слова: шероховатость, композиционный маетраил, подача.
Сверлильная машина AtlasCopcoPFD-1500 (Швеция) – это дрель с автоматической подачей режущего инструмента. Она предназначена для обработки отверстий в конструкциях, содержащих сочетания металлических сплавов и ПКМ. Дрель оснащена управляемым пневмодвигателем, он обеспечивает постоянно высокую производительность при обработке любых материалов и постоянную скорость вращения шпинделя под нагрузкой, близкую к частоте свободного вращения

Рис. 1. Сверлильная машина AtlasCopcoPFD-1500
На рис. 2 представлена схеме обработки. В тисы 1 зажимается смешанный пакет 2. Далее выставляется кондуктор 4 по заранее намеченным линиям. Для фиксации кондуктора используются рычажные струбцины 3. Дрель 5 устанавливается в один из пазов кондуктора. После завершения цикла обработки дрель переустанавливается в следующий паз. По завершению обработки в этих пазах дрель извлекают.
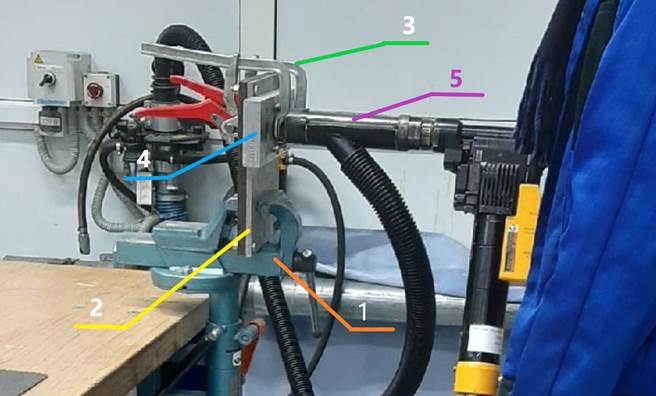
Рис. 2. Схема обработки: 1 – тисы, 2 – смешанный пакет, 3 – рычажные струбцины, 4 – кондуктор, 5 – сверлильная машина.
Перед нами была поставлена задача: найти оптимальный вариант сверления пакета Ti-ПКМ со значениями шероховатости титана не более Ra0, 8 и шероховатости ПКМ не более Ra3, 2.
Были выбраны две подачи и, соответственно им, три скорости. Полученные значения времени сверления в минутах записаны в таблице 1.
Табл. 1. Режимы обработки.
|
Скорость, м/мин |
Подача, мм/об | |
| 0, 05 | 0, 023 | |
| Отв. 6 – 4, 20 | Отв. 5 – 9, 15 | |
| Отв. 3 – 4, 0 | Отв. 4 – 8, 3 | |
| Отв. 2 – 3, 0 мин | Отв. 1 – 6, 5 мин | |
Далее, полученные отверстия были замерены при помощи универсальных СИ, а также были выполнены замеры шероховатости по Ra и Rz на КИМ контактного и бесконтактного типах.
Полученные значения показаны в таблице 2.
Табл. 2. Шероховатость полученных поверхностей
|
Отверстие |
Точки измерения |
Высота заусенцев h, мм |
Ra, мкм |
Rz, мкм |
Dотв, мм | |
| Ti | ПКМ | |||||
| Ti, вход | 0, 11 | 0, 66 | 5, 08 | 14, 015 14, 007 14, 009 | 14, 008 14, 017 13, 994 | |
| ПКМ | - | 3, 02 | 25, 25 | |||
| Ti, вход | 0, 09 | 0, 45 | 3, 23 | 14, 015 14, 007 14, 008 | 13, 998 13, 992 13, 998 | |
| ПКМ | - | 2, 15 | ||||
| Ti, вход | 0, 111 | 0, 34 | 2, 48 | 14, 012 14, 011 14, 010 | 13, 999 14, 002 14, 001 | |
| ПКМ | - | 1, 65 | 16, 7 | |||
| Ti, вход | 0, 13 | 0, 38 | 3, 24 | 14, 005 14, 002 14, 017 | 14, 001 13, 991 13, 984 | |
| ПКМ | - | 1, 92 | 18, 6 | |||
| Ti, вход | 0, 126 | 0, 3 | 3, 28 | 14, 014 14, 013 14, 012 | 14, 008 14, 017 13, 994 | |
| ПКМ | - | 3, 71 | 28, 99 | |||
| Ti, вход | 0, 13 | 0, 33 | 0, 33 | 14, 013 14, 014 14, 006 | 14, 001 13, 994 14, 003 | |
| ПКМ | - | 1, 96 | 15, 9 | |||
По полученным данным в таблице 2 рассчитаем средние показатели диаметра отверстий титана и ПКМ в зависимости от режимов резания (см. таблицу 3).
Табл. 3. Параметры графика отклонения полученных диаметра в зависимости от режимов резания
|
Отверстие |
Скорость, м/мин |
Подача, мм/об |
Средний Dотв, мм | |
| TI | ПКМ | |||
| 0, 023 | 14, 010 | 14, 006 | ||
| 0, 05 | 14, 010 | 13, 996 | ||
| 0, 05 | 14, 011 | 14, 001 | ||
| 0, 023 | 14, 008 | 13, 992 | ||
| 0, 023 | 14, 013 | 14, 006 | ||
| 0, 05 | 14, 011 | 13, 999 | ||
Для наглядности отобразим полученные данные таблицы 3 на графике (рисунок 3).
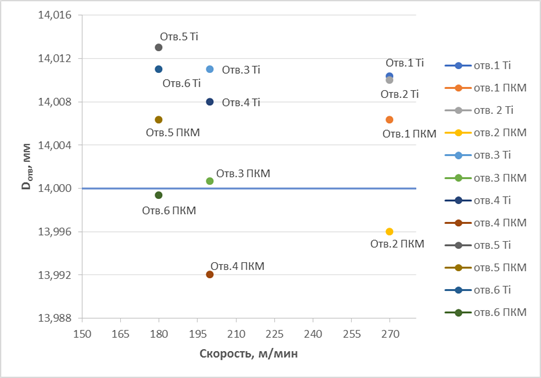
Рис. 3. График отклонения полученных диаметров в зависимости от режимов резания
Итоговые данные зависимости шероховатости и времени обработки отверстий от режимов резания представлены в таблице 4.
Табл. 4. Параметры для графика шероховатости Ra от времени
|
Время |
Отверстие |
Скорость, м/мин |
Подача, мм/об |
Ra | |
| TI | ПКМ | ||||
| 0, 05 | 0, 45 | 2, 15 | |||
| 0, 05 | 0, 34 | 1, 65 | |||
| 4, 2 | 0, 05 | 0, 33 | 1, 96 | ||
| 6, 5 | 0, 023 | 0, 66 | 3, 02 | ||
| 8, 3 | 0, 023 | 0, 38 | 1, 92 | ||
| 9, 15 | 0, 023 | 0, 3 | 3, 71 | ||
Для упрощения восприятия данных, был построен график (рисунок 4) зависимости значений шероховатости от времени сверления пакета Ti- ПКМ по данным таблицы 4.
По данным в таблице 4 мы видим, что самое быстрое время обработки – 3 минуты было при самых больших значениях скорости и подачи (270 м/мин, 0, 05 мм/об). При этом получены не самые лучшие значения шероховатости, но удовлетворяющие поставленной задаче (Ra0, 8 для титана и Ra3, 2 для ПКМ).
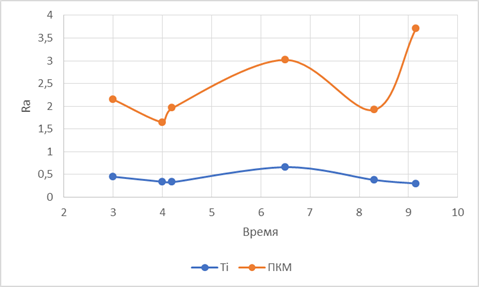
Рис. 4. График шероховатости Ra от времени
Вывод: в ходе проделанной работы было определено, что наименьшее отклонение диаметра отверстия получается при сверлении композита (ср. знач. 14, 001, в отличие от Ti 14, 011); значения показателя Ra и Rz тоже лучше на входе инструмента, наихудшие значения показателей шероховатости наблюдаются на поверхности отверстия в ПКМ (Ra2, 4 против Ra0, 4 Ti).
Самый оптимальный режим резания для обработки отверстия пакета Ti- ПКМ было получено у отверстия №3 с параметрами сверления: V=200 м/мин, s=0, 05 мм/об, со временем обработки – 4 минуты и шероховатостью Ra0, 34 (Ti), Ra1, 65 (ПКМ).
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|