- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
По назначению напильники делят на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные напильники.
Для общеслесарных работ применяют напильники общего назначения. По числу насечек на 1 см длины их подразделяют на 6 номеров.
Напильники с насечкой №0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого (чернового) опиливания с точностью 0, 5—0, 2 мм.
Напильники с насечкой №2 и 3 (личные) служат для чистового опиливания деталей с точностью 0, 15—0, 02 мм.
Напильники с насечкой №4 и 5 (бархатные) применяются для окончательной точной отделки изделий. Достигаемая точность обработки — 0, 01—0, 005 мм.
По длине напильники могут изготовляться от 100 до 400 мм.
По форме поперечного сечения они подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные (рис. 2).
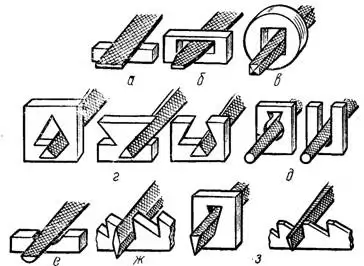
Рис. 2. Формы сечений напильников: а и б — плоские; в — квадратный; г — трехгранные; д — круглые; е — полукруглый; ж — ромбический; з — ножовочные.
Для обработки мелких деталей служат малогабаритные напильники-надфили. Они изготовляются пяти номеров с числом насечек на 1 см длины до 112.
Обработку закаленной стали и твердых сплавов производят специальными надфилями, у которых на стальном стержне закреплены зерна искусственного алмаза.
Улучшение условий и повышение производительности труда при опиливании металла достигаются путем применения механизированных (электрических и пневматических) напильников.
· При опиливании заготовку закрепляют в тисках, при этом опиливаемая поверхность должна выступать над уровнем губок тисков на 8—10 мм. Чтобы предохранить заготовку от вмятин при зажиме, на губки тисков надевают нагубники из мягкого материала. Рабочая поза при опиливании металла аналогична рабочей позе при разрезании металла ножовкой.
· Правой рукой берут за ручку напильника так, чтобы она упиралась в ладонь руки, четыре пальца охватывали ручку снизу, а большой палец помещался сверху (рис. 3, а).
· Ладонь левой руки накладывают несколько поперек напильника на расстоянии 20—30 мм от его носка
· Перемещают напильник равномерно и плавно на всю длину. Движение напильника вперед является рабочим ходом. Обратный ход — холостой, его выполняют без нажима. При обратном ходе не рекомендуется отрывать напильник от изделия, так как можно потерять опору и нарушить правильное положение инструмента.
· Длина напильника должна превышать размер обрабатываемой поверхности заготовки на 150—200 мм.
· Наиболее рациональным темпом опиливания считают 40—60 двойных ходов в минуту.
· Опиливание начинают, как правило, с проверки припуска на обработку, который мог бы обеспечить изготовление детали по размерам, указанным на чертеже. Проверив размеры заготовки, определяют базу, т. е. поверхность, от которой следует выдерживать размеры детали и взаимное расположение ее поверхностей.
· Если степень шероховатости поверхностей на чертеже не указана, то опиливание производят только драчевым напильником. При необходимости получить более ровную поверхность опиливание заканчивают личным напильником.
В практике ручной обработки металлов встречаются следующие виды опиливания: опиливание плоскостей сопряженных, параллельных и перпендикулярных поверхностей деталей; опиливание криволинейных (выпуклых или вогнутых) поверхностей; распиливание и припасовка поверхностей.
Проверку правильности плоскости производят линейкой «на просвет», для чего накладывают ее вдоль, поперек и по диагонали обработанной поверхности. Поверочная линейка по длине должна перекрывать проверяемую поверхность.
Для распиливания применяются напильники различных типов и размеров. Выбор напильников определяется формой и размерами проймы. Проймы с плоскими поверхностями и пазы обрабатываются плоскими напильниками, а при малых размерах — квадратными. Углы в проймах распиливаются трехгранными, ромбическими, ножовочными и другими напильниками. Проймы криволинейной формы обрабатывают круглыми и полукруглыми напильниками.
Распиливание обычно выполняют в тисках. В крупных деталях проймы распиливают на месте установки этих деталей.
Подготовка к распиливанию начинается с разметки проймы. Затем удаляется излишний металл из ее внутренней полости.
При больших размерах проймы и наибольшей толщине заготовки металл вырезается ножовкой. Для этого сверлят по углам проймы отверстия, заводят в одно из отверстий ножовочное полотно, собирают ножовку и, отступя от разметочной линии на величину припуска на распиливание, вырезают внутреннюю полость
Общие правила обращения и ухода за напильниками:
- применять напильники только по их назначению;
- нельзя обрабатывать напильником материалы, твердость которых равна или превышает его твердость;
- предохранять напильники даже от незначительных ударов, которые могут повредить зубья;
- оберегать от попадания на напильники влаги, что вызывает их коррозию;
- периодически очищать напильники от стружки кордовой щеткой;
- хранить напильники на деревянных подставках в положении, исключающем соприкосновение их между собой.
Интернет-источники:
1. https: //infourok. ru/laboratornaya-rabota-opilivanie-metalla-3105465. html?
2. https: //www. youtube. com/watch? v=IMzsjR9KysY
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|