- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
26.10.2020г. гр.№31 Урок №31-32 МДК.07.01 Технология ручной электродуговой свари»
26. 10. 2020г. гр. №31 Урок №31-32 МДК. 07. 01 Технология ручной электродуговой свари»
ПЛАН УРОКА
Тема: Внешние и внутренние дефекты.
Цели и задачи:
Дидактические:
создать условия для формирования у студентов знаний по видам дефектов, причинах их возникновения и способах устранения.
Теоретические основы
Визуальный контроль – один из наиболее простых и общедоступных
видов неразрушающего контроля, обеспечивающий высокую
производительность. Визуальный и измерительный контроль применяют в
двух вариантах:
1. Внешний осмотр сварных соединений и измерение их
геометрических параметров после изготовления партии деталей.
2. Активный внешний осмотр – контроль в процессе сварки с
оперативной обратной связью для регулирования технологических
режимов.
Визуальный и измерительный контроль выполненных сварных соединений (конструкций и узлов) производят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов, проверки геометрических параметров сварных швов и допустимости обнаруженных дефектов. Качество сварных соединений считается неудовлетворительным, если выявлены недопустимые дефекты.
Подготовка к визуальному и измерительному контролю. Визуальный и
измерительный контроль сварных соединений осуществляют до
использования остальных неразрушающих методов контроля (радиационный, ультразвуковой и др. ). Перед визуальным контролем поверхность основного металла и сварных соединений очищают от шлака, брызг металла, ржавчины и других загрязнений, которые препятствуют проведению контроля (на контролируемых поверхностях допускается наличие цветов побежалости, когда это оговорено в производственно-технической документации).
Геометрические параметры сварных швов измеряют после визуального
контроля или одновременно с ним. Измерение деталей, подготовленных под сварку, производят до их сборки.
При визуальном и измерительном контроле сварных соединений
контролируемая зона должна включать в себя поверхность металла шва и примыкающие к нему с обеих сторон участки основного металла шириной не менее:
5мм для стыковых соединений, выполненных дуговой и контактной
сваркой оплавлением при номинальной толщине свариваемых
деталей до 5 мм включительно.
номинальной толщины деталей (5…. 20 мм)-для стыковых
соединений, полученных дуговой или электроннолучевой сваркой, а
также контактной сваркой оплавлением.
20 мм для стыковых соединений, выполненных дуговой и
контактной сваркой оплавлением при номинальной толщине деталей
более 20 мм, а также стыковых и угловых соединений, полученных
газовой сваркой, независимо от номинальной толщины деталей, в
частности, при ремонте дефектных участков сварных соединений.
5 мм для угловых, тавровых, торцевых и нахлесточных сварных
соединений ( в том числе при сварке труб с трубными досками),
выполненных дуговой сваркой, независимо от номинальной
толщины деталей.
50 мм для сварных соединений, полученных с помощью
электрошлаковой сварки, независимо от номинальной толщины
деталей.
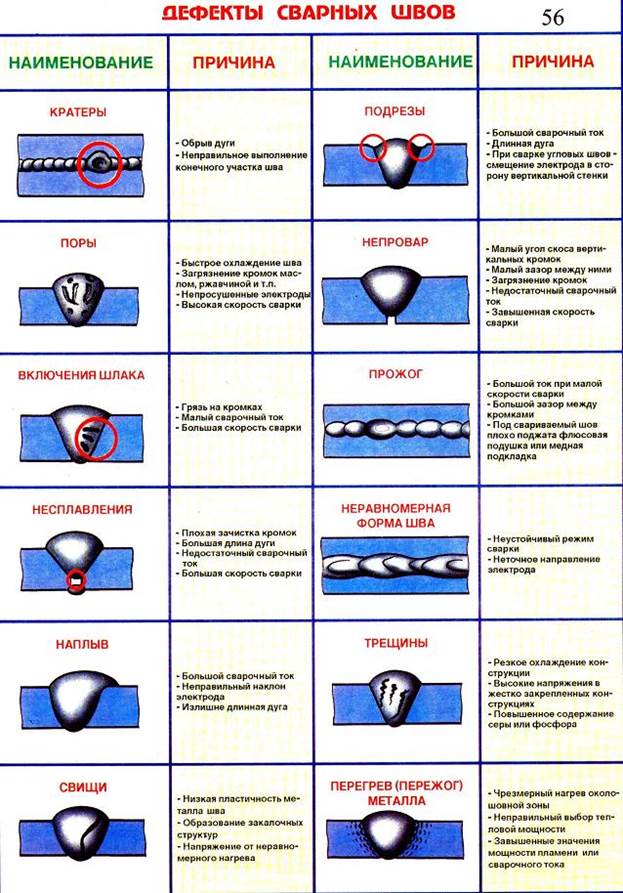
Дефекты сварных соединений и причины их образования
К дефектам сварных соединений относятся различные отклонения от
установленных норм и технических требований, которые уменьшают
прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции.
Наиболее часто встречающиеся дефекты сварных соединений можно
разделить на следующие основные группы:
1. дефекты формы и размеров сварных швов;
2. дефекты макро- и микроструктуры;
3. деформации и коробление сварных конструкций.
Дефекты формы и размеров сварных швов
Обычно форма и размеры швов устанавливаются стандартами,
правилами и нормами, техническими условиями и указывается на рабочих чертежах.
При сварке плавлением наиболее частыми дефектами сварных
соединений являются:
неполномерность шва;
неравномерная его ширина и высота
крупная чешуйчатость, бугристость, наличие седловин.
При автоматической сварке дефекты возникают вследствие колебания
напряжения в сети, проскальзывания проволоки в подающих роликах,
неравномерной скорости сварки из-за люфтов в механизме передвижения, неправильного угла наклона электрода, протекания жидкого металла в зазор.
При ручной и полуавтоматической сварках дефекты могут быть вызваны недостаточной квалификацией сварщика, нарушением технологических приемов, плохим качеством электродов и других сварочных материалов.
Для сварки давлением (например, точечной) характерными дефектами
является неравномерный шаг точек, глубокие вмятины, смещение осей
стыкуемых деталей.
Нарушение формы и размеров шва зачастую свидетельствует о
наличии таких дефектов (образцы), как наплывы(натеки), подрезы, прожоги.
Наплывы (натеки) образуются чаще всего при сварке горизонтальными
швами вертикальных поверхностей в результате натекания жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, или же иметь значительную протяженность вдоль шва. Причинами возникновения наплывов является:
большая величина сварочного тока,
длинная дуга,
неправильное положение электрода,
большой угол наклона изделия при сварке на подъем и спуск.
В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода от зенита. В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы представляют собой углубления (канавки), образующиеся в
основном металле вдоль края шва при завышенном сварочном токе и
длинной дуге, так как в этом случае увеличивается ширина шва и сильнее оплавляются кромки.
При сварке угловыми швами подрезы возникают в основном из-за
смещения электрода в сторону от вертикальной стенки, что вызывает
значительный разогрев, плавление и стекание металла на горизонтальную полку. В результате на вертикальной полке появляются подрезы, а на горизонтальной – наплывы.
При газовой сварке подрезы образуются из-за повышенной мощности
сварочной горелки.
Подрезы приводят к ослаблению сечения основного металла и могут
явиться причиной разрушения сварного соединения.
Прожоги – это проплавление основного или наплавленного металла с
возможным образованием сквозных отверстий. Они возникают вследствие недостаточного притупления кромок, большого зазора между ними, завышенного сварного тока или мощности горелки при невысоких скоростях сварки. Особенно часто прожоги наблюдаются в процессе сварки тонкого металла и при выполнении первого прохода многослойного шва. Кроме того, прожоги могут иметь место в результате поджатия флюсовой подушки или
медной прокладки (автоматическая сварка), а также при увеличении
продолжительности сварки, малом усилии сжатия и наличии загрязнений на поверхностях свариваемых деталей или электродах (точечная и шовная контактные сварки).
Незаваренные кратеры образуются в случае резкого обрыва дуги в
конце сварки. Они уменьшают сечение шва и могут явиться очагами
образования трещин.
Дефекты макроструктуры. К дефектам макроструктуры, выявляемым
при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины.
Газовые поры образуются в сварных швах вследствие быстрого
затвердевания газонасыщенного расплавленного металла, при котором
выделяющиеся газы не успевают выйти в атмосферу.
Трещина сварного соединения - дефект сварного соединения в виде
разрыва сварном шве и (или)прилегающих к нему зонах.
Трещина являются наиболее опасными дефектами сварного шва и могут быть микро или макроскопическими, а в зависимости от условий их образования-горячими или холодными.
Непровар – этот дефект в виде несплавления в сварном соединении
вследствие неполного расплавления кромок или поверхностей ранее
выполненных валиков сварного шва.
Порядок выполнения работы
1. Осмотр образца.
2. Замеры геометрических параметров
На образцах измерьте ширину и выпуклость сварного шва с лицевой и
обратной стороны. Сравните полученные результаты измерений с данными нормативных документов (ГОСТ 5264-80), регламентирующих геометрические параметры шва для выбранного способа сварки, типа соединения и толщины свариваемого материала. При измерениях швов пользуйтесь универсальным шаблоном, штангенциркулем и линейкой.
Отметьте маркером на образцах участки швов, где размеры выходят за
допустимые пределы.
3. Выявление дефектов.
4. Оформление результатов контроля (задание №1)
Оформление результатов работы
1. Напишите отчет, в котором укажите название и цель работы,
применяемое оборудование и образцы.
2. Оформите оценочный лист.
3. Сформулируйте выводы по результатам работы.
Д/З. КОНТРОЛЬНЫЕ ВОПРОСЫ.
1. Назовите основные виды дефектов сварных соединений.
2. Что является причиной возникновения дефектов сварных соединений?
3. В каких случаях могут образоваться дефекты и как их можно избежать?
4. Для чего предназначены комплекты визуального контроля?
5. Для чего используются радиусные шаблоны и щупы?
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|