- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
9. Выполнение сварных соединений в нижнем положении
9. Выполнение сварных соединений в нижнем положении
СТЫКОВЫЕ
Односторонние без скоса кромок выполняют электродами диаметром, равным толщине металла, если она не превышает 4 мм

Листы без скоса кромок толщиной 2-8 мм сваривают двусторонним швом, а до 6 мм - односторонним
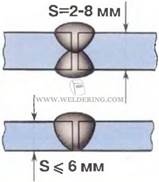
Металл толщиной более 8 мм сваривают с разделкой кромок. Во избежание прожогов сварку ведут на сьемных медных или стальных подкладках

УГЛОВЫЕ
В симметричную " лодочку"
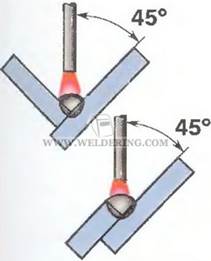
В несимметричную " лодочку"

Во избежание непровара и подрезов кромок сварку " в лодочку" лучше вести электродом, допускающим опирание покрытия на кромки

При наложении угловых швов наклонным электродом (в т. ч. " в лодочку" ) сварку лучше вести углом назад
ТАВРОВЫЕ

Угловые швы без скоса кромок с катетами более 10 мм выполняют в один слой поперечными движениями электрода треугольником с задержкой в корне шва
НАХЛЕСТОЧНЫЕ
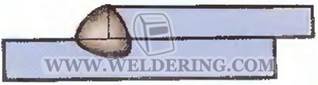
Угловые швы в нижнем положении с катетом до 10 мм накладывают в один слой электродами диаметром до 5 мм без поперечных колебаний
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|