- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Опиливание.
Консультация №12
Задание:
Внимательно ознакомитесь с информацией и ответьте на следующие вопросы:
1. Внесите тему консультации в дневник УП.
2. Дайте определение понятия - опиливание?
3 Какие инструменты применяют для опиливания (вставить рисунки этих инструментов)?
4. На какие две группы подразделяются напильники?
5 Как ухаживают за напильниками?
6 Объясните для чего выполняют отделку поверхностей.
7. Ответы на вопросы и иллюстрации к ним оформите в отчет.
Опиливание.
Опиливание — снятие слоя материала с поверхности заготовки (детали) посредством режущего инструмента — напильника с целью придания деталям требуемой формы и размеров.
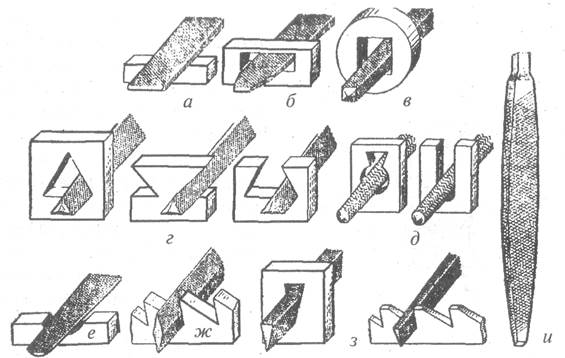
Рисунок 1 - Напильники по форму сечения:
а, б - плоские, в - квадратные, г - трехгранные, д - круглые, е - полукруглые, ж - ромбические, з - ножовочные, и - брусовка
Напильник представляет собой стальной брусок определенного профиля (рисунок1), на поверхности которого имеются правильно расположенные насечки (нарезки), образующие мелкие и остро заточенные зубцы.
Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Различают напильники:
-с одинарной насечкой, которые могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких материалов (латуни, баббита, свинца, алюминия, меди и т. п.) с незначительным сопротивлением резанию, а также для заточки пил, обработки дерева;
-с двойной (перекрестной) насечкой - применяют для опиливания стали, чугуна и других твердых материалов с большим сопротивлением резанию;
-с рашпильной (точечной) насечкой, получаемой вдавлением металла специальными трехгранными зубилами, оставляющими расположенные в шахматном порядке вместительные выемки, способствующие лучшему размещению стружки. Применяются для обработки очень мягких металлов и неметаллических материалов;
с дуговой насечкой, получаемой фрезерованием.
Имеют большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенную чистоту обрабатываемых поверхностей. Эти напильники применяются при обработке кузовов автомобилей. Напильники подразделяются на две группы:
- нормальные слесарные напильники для широкого круга слесарных работ по металлу;
- специальные напильники различного назначения, ручные и машинные.
Нормальные слесарные напильники по числу насечек на 1 см длины делятся на номера:
- №0 и 1 драчевые имеют наиболее крупные зубья и служат для грубого опиливания;
- № 2 личные применяются для чистового опиливания изделий;
- № 3 и 4 бархатные служат для окончательной отделки изделий.
Плоские напильники применяются для опиливания наружных или внутренних поверхностей, а также пропиливания шлицов и канавок.
Квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей.
Трехгранные напильники служат для опиливания острых углов, как с внешней стороны детали, так и в пазах, отверстиях и канавках.
Полукруглые напильники применяются для выпиливания закруглений в углах, пазах сложного профиля, а также углов менее 60°. Плоской стороной опиливают поверхности, а полукруглой - вогнутые (полукруглые) выемки.
Круглые напильники используют для распиливания круглых или овальных отверстий и вогнутых поверхностей.
Ромбические напильники применяются для опиливания зубьев зубчатых колес, дисков и звездочек, а также для снятия заусенцев с зубьев этих деталей после обработки их на станках.
Надфили - небольшие напильники, применяемые для лекальных, граверных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля).
Рашпили предназначены для обработки мягких металлов, кожи, дерева, резины и других подобных материалов. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку.
Напильники рихтовочные применяются для обработки крупногабаритных изделий из листового металла, которые трудно обрабатывать на станках. Их широко применяют в автомобильной промышленности для обработки сферических поверхностей кузовов легковых автомобилей.
Машинные напильники (стержневые) применяются на опиловочных станках с возвратно-поступательным движением.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках с вращательным движением.
Уход за напильниками. При работе с напильниками необходимо соблюдать следующие правила:
- предохранять напильники даже от незначительных ударов;
-не допускать попадания на них влаги;
- оберегать от попадания масла и наждачной пыли;
- для предохранения от забивания стружками мягких и вязких металлов напильники перед работой натереть мелом (при опиливании алюминия -стеарином);
- нельзя обрабатывать напильником материалы, твердость которых равна или превышает его твердость;
- периодически очищать напильники от стружки (щетками, специальными скребками).
Практика опиливания. Существенное влияние на производительность и качество опиливания оказывают закрепление заготовки, положение корпуса и ног, положение рук, а также координация движений и прикладываемых к напильнику усилий.
Работая напильником в одном направлении, трудно получить правильную и чистую поверхность. Поэтому направление движения напильника, а следовательно, и положение штрихов (следов напильника) на обрабатываемой поверхности должно меняться, т. е. попеременно с угла на угол.
Для контроля опиленных поверхностей пользуются поверочными линейками, штангенциркулями, угольниками и поверочными плитами.
Опиливание тонких пластинок целесообразно производить в наборных пакетах (наметках) из 3-10 таких пластин, а также в копирных приспособлениях (кондукторах).
Отделка поверхностей. Выбор способа отделки и последовательность переходов зависят от обрабатываемого материала и требований к качеству поверхности. Ручная зачистка применяется, когда требуется высокая точность обработки после окончательной отделки бархатными напильниками. При этом используют полотняную или бумажную абразивную шкурку и абразивные бруски. Для отделки криволинейных поверхностей шкурку навертывают на оправку в несколько слоев. Зачистку ведут сначала грубыми шкурками, затем более тонкими.
Отделочные операции производят шлифовальными шкурками при помощи специальных ручных механизированных инструментов (дисковых шлифовальных машинок) с абразивными лентами или на специальных ленточно-шлифовальных станках.
Задание:
По итогам прохождения учебной практики (УП) по междисциплинарному курсу 04.01 «Выполнение работ по профессии слесаря-ремонтника» профессионального модуля 04 «Выполнение работ по профессии рабочего» специальности 15.02.01 «Монтаж и техническая эксплуатация промышленного оборудования (по отраслям)»
Вы должны представить дневник и отчет по учебной практике, а также сертификат об обучении в электронном курсе SIKE «Слесарное дело».
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|