- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Виды и назначение токарных резцов
Токарные станки предназначены для обработки тел вращения ( валов, колец, дисков, и др.), нарезания резьбы и сверления осевых отверстий. На этом станке можно обрабатывать заготовки из металла и искусственных материалов, например пластмассы.
Наибольший диаметр обрабатываемого металлического прутка 12мм, наибольший диаметр изделия, устанавливаемого над станиной – 200 мм, наибольшая длина обтачивания – 300 мм.
В токарно- винторезном станке, как в любой другой технологической машине (сверлильном станке, токарном станке для точения древесины и др.), есть электродвигатель, передаточный механизм, рабочий орган (шпиндель) и система управления.
В передаточных механизмах станка применяют механические передачи:
· Ременная (рис.а)
· Зубчатая (рис.б)
· Реечная (рис.в)
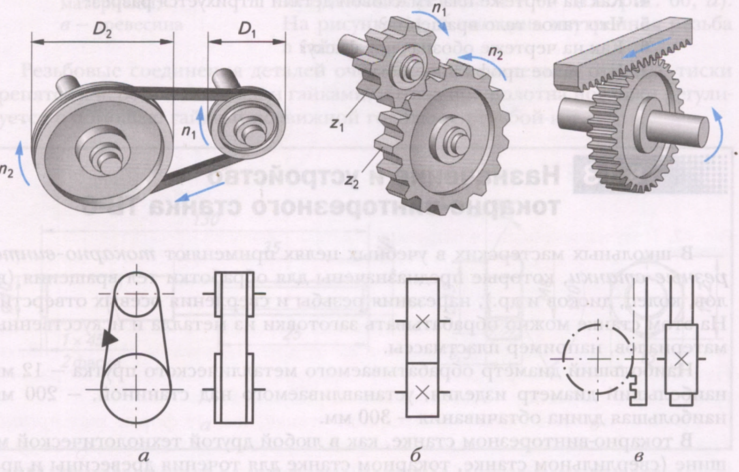 Детали передач которые передают движение, называют ведущими, детали, которые воспринимают это движение , называются ведомыми.
Детали передач которые передают движение, называют ведущими, детали, которые воспринимают это движение , называются ведомыми.
Передаточное отношение определяется по формуле i=D2\D1, где D2,D1 - диаметры ведущего и ведомого звеньев передачи. 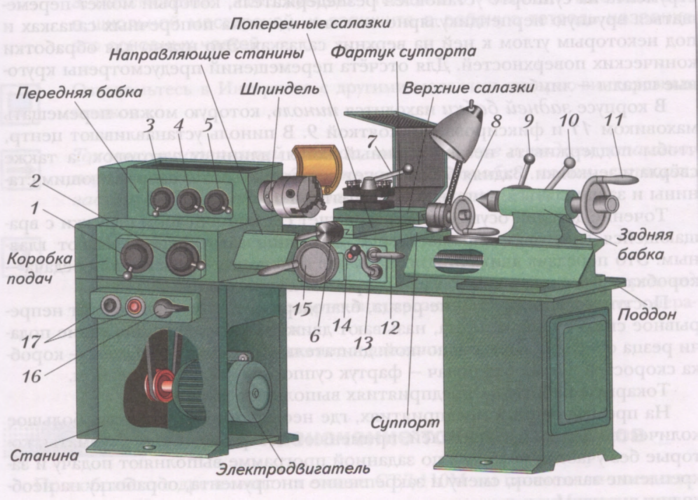
Основанием станка является станина, установленная на двух тумбах. В левой тумбе находится электродвигатель. На станине крепятся передняя бабка и суппорт.
В передней бабке размещена коробка скоростей, которая осуществляет изменение частоты вращения шпинделя. На шпинделе устанавливается приспособление для крепления заготовки ( например, токарный патрон).
Коробка подач – это механизм, позволяющий изменять скорость перемещения суппорта.
Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт может перемещаться как в ручную, так и механически по направляющим станины вдоль оси шпинделя (детали). Для закрепления инструмента на суппорте установлен резцедержатель, который может перемещаться вручную перпендикулярно оси шпинделя на поперечных салазках и под некоторым углом к ней на верхних салазках. Это нужно для обработки конических поверхностей. Для отсчета перемещений предусмотрены круговые шкалы – лимбы.
В корпусе задней бабки находиться пиноль, которую можно перемещать маховиком и фиксировать рукояткой. В пиноль устанавливается центр, который поддерживает незакрепленный конец длинных заготовок, а так же сверла и зенковки. Задняя бабка может перемещаться по направляющим станины и закрепляться неподвижно рукояткой.
Точение заготовки происходит за счет срезания резцом стружки с вращающейся заготовки.
Вращательное движение заготовки называется- главным, поступательное движение резца, благодаря которому происходит непрерывное снятие слоя металла, называют движением подачи.
Токарные работы на предприятиях выполняют токари.
На предприятиях , где необходимо выполнить большое количество одинаковых деталей, применяют токарные станки автоматы, которые без участия человека по заданной программе выполняют подачу и закрепление заготовок, смену и закрепление инструмента, обработку на необходимых режимах и т.п.
Виды и назначение токарных резцов
При обработке древесины, мы применяли специальные стамески. Их удерживают в руках, опирая на подручник. Металлы значительно прочнее древесины, и обрабатывать их таким образом, конечно же, невозможно.
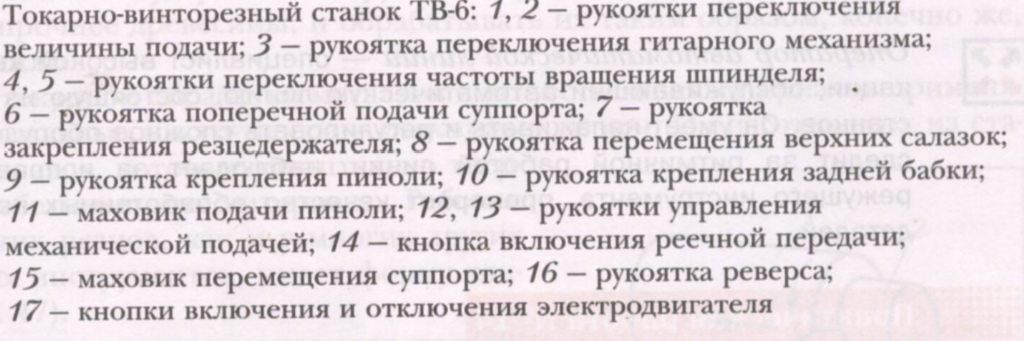
Токарные резцы – применяют для токарной обработки металлов и искусственных материалов. Их изготавливают и сталей и сплавов, которые значительно тверже обрабатываемого материала. Рабочая часть этих резцов имеет клиновидную форму, как и у других режущих инструментов.
Конструкция резцов:
· Державка – служит для закрепления резца в резцедержателе.
· Режущая часть - непосредственно участвует в процессе резания.
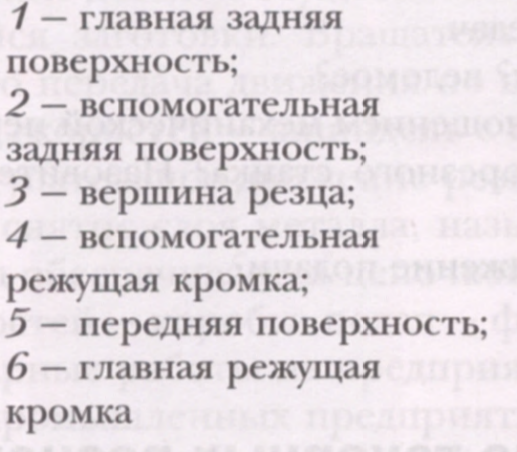
Режущая часть имеет переднюю и две задние поверхности, главную и вспомогательную режущие кромки и вершину резца. Главная режущая кромка выполняет основную работу резания.
По направлению подачи:
· Правые 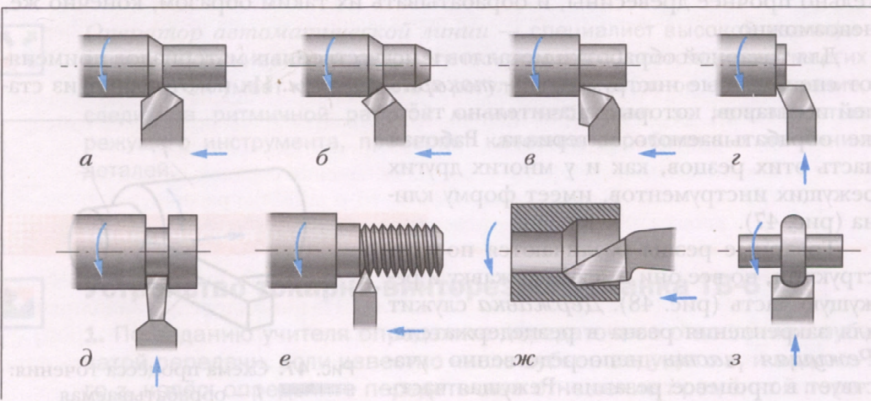
· Левые
По конструкции головки:
· Прямые
· Отогнутые
По способу изготовления:
· Цельные
· Сборные
· Составные
По сечению державки:
· Прямоугольные
· Круглые
· Квадратные
По виду обработки:
· Проходные
· Отрезные
· Прорезные
· Расточные
· Фасонные 
· Резьбонарезные
Проходные резцы а,б, предназначены в основном для обтачивания наружных цилиндрических и конических поверхностей заготовок.
Проходной упорный резец (в) – для обработки уступов.
Подрезной резец (г) для обработки торцов заготовок.
Отрезной резец (д) – для отрезания заготовки.
Резьбовые резцы (е) – для нарезания внутренней и наружной резьбы.
Расточные (ж) – для растачивания отверстия.
Фасонные резцы (з) – для обработки фасонных поверхностей.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|