- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
КЛЕПАНЫЕ И СВАРНЫЕ СОЕДИНЕНИЯ»
ВОПРОСЫ К ЛАБАРАТОРНОЙ РАБОТЕ
«КЛЕПАНЫЕ И СВАРНЫЕ СОЕДИНЕНИЯ»
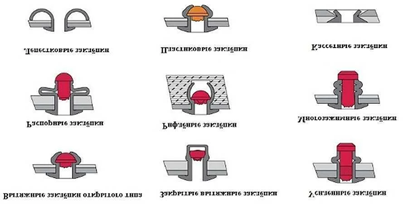
1. По применимости заклепки бывают двух типов:
- Общемашиностроительного применения (универсальные)
- Специальные — несколько групп заклепок для выполнения специальных соединений.
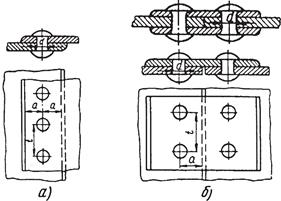
2. По виду соединения листов различают заклепочные швы двух видов: внахлестку (рис. 2, а), когда один лист накладывают на другой, и стыковочные с одной или двумя накладками (рис. 2, б), когда листы подводят встык и соединяют наложенными на них одной или двумя накладками.
3. Основные преимущества заклепочных соединений:
- Получается соединение высокой надежности.
- Качество процесса заклепывания хорошо контролируется.
- Заклепочное соединение лучше, чем сварочное противостоит нагрузкам ударного и вибрационного типа.
- Заклепками можно соединить разные металлы, которые проблематично сварить.
- При соединении заклепками не происходит нагрев металла, и соответственно нет деформаций температурного типа.
- Возможность разобрать соединения, не деформируя детали.
4. Основные недостатки заклепочного соединения:
- Заклепочное соединение выше по своей стоимости по сравнению со сварочным.
- Для создания заклепочного соединения требуется больше материала, чем для сварочного. Необходимы накладки, заклепки.
- Соединяемые детали сверлятся и тем самым могут быть ослаблены.
- Процесс заклепывания сопровождается нагрузками ударного типа и высоким уровнем шума.
- Заклепочное соединение не подходит для деталей со сложной геометрией.
5. Отверстия под заклепки продавливают или сверлят.
6. В качестве материала для заклепок в основном используется сталь или алюминий, реже латунь и другие металлы. В зависимости от отрасли и требований подбираются и материалы. Здесь следует учесть, как прочность самих заклепок и скрепляемых элементов, так и конечно, же коррозийные свойства.
7. Коэффициент прочности клепаного шва – число, показывающее во сколько раз прочность на растяжке детали с отверстием заклепки меньше прочности на растяжение той же детали без отверстий.
8. Недостатки сварочных соединений:
- При соединении в швах остаются напряжения металла остаточного характера.
- При нагреве и остывании может происходить коробление соединяемых частей в местах сварочного шва.
- Качество соединения сильно зависит от квалификации исполнителя(кроме случая, когда сварочный процесс автоматизирован).
- Возможно возникновение микротрещин в местах соединения сварочного шва с основным металлом, в следствии значительного перепада напряжения.
9. Зона термического влияния (ЗТВ) — участок основного материала, который при нагреве в процессе обработки не расплавился, но его микроструктура и свойства изменились. ЗТВ возникает при сварке и термической резке, но может образоваться и при механической обработке из-за нагрева трением.
10. В зависимости от того, как расположены заготовки между собой к основным видам сварочных соединений относят:
стыковые;
угловые;
нахлесточные;
тавровые;
торцевые.
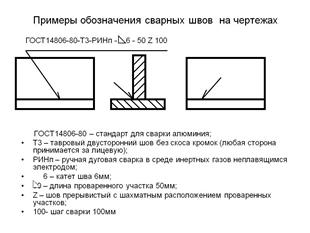
11. В ГСТ швы сварного соединения, независимо от способа сварки изображают: видимый — сплошной основной линией; невидимый — штриховой линией. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Линию-выноску проводят от изображения видимого шва.
Для обозначения сварных швов используются вспомогательные знаки, имеющие вид круга О, Z, Г, / и др.
12. Стыковые швы на прочность рассчитываются по формуле:
N=Rсвсδl
где N - расчетная продольная сила, действующая на соединение, кгс; Rсвс - расчетное сопротивление сварного стыкового соединения растяжению или сжатию, кгс/см2; δ - толщина металла в расчетном сечении, см; l - длина шва, см.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|