- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
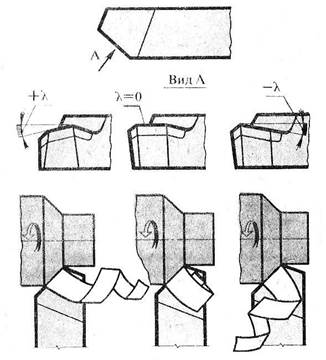
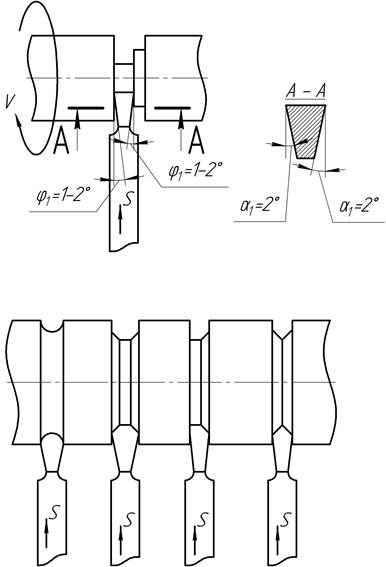
Мал..13 Зміна величини кутів α, та γ при зміні положення вершини прохідного різця відносно вісі центрів верстата.
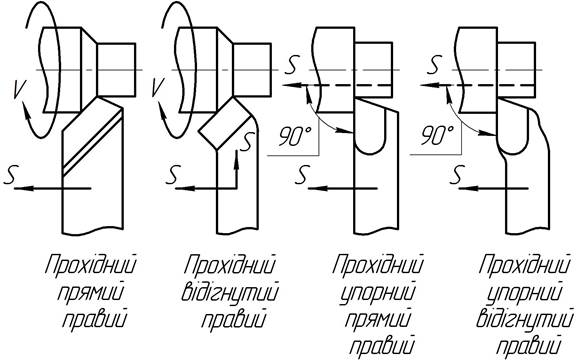
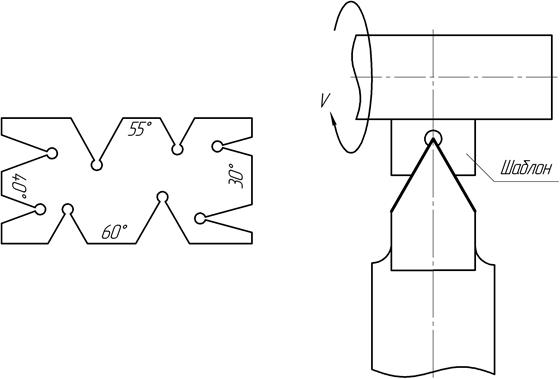
Головним кутом у плані φназивається кут між проекцією головної ріжучої кромки на основну площину та напрямком подачі.
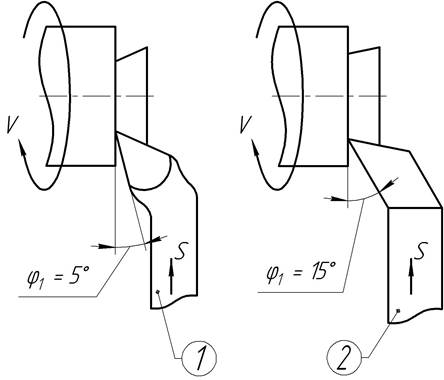
Допоміжним кутом у плані φ1 називається кут між проекцією допоміжної ріжучої кромки на основну площину та напрямком подачі.
Кутом при вершині ε називається кут між головною та допоміжною ріжучими кромками.
Мал..13 Зміна величини кутів α, та γ при зміні положення вершини прохідного різця відносно вісі центрів верстата.
Змащувально-охолоджуюча рідина (ЗОР)
Температура в зоні різання.Виникає внаслідок пластичних деформацій зрізаємого шару металу, тертя стружки по передній поверхні та тертя головної задньої поверхні об поверхню різання.
Температура в зоні різання може сягати 1200º С і розподіляється таким чином;1% в навколишне середовище, 50-95% забирає стружка,40-10% забирае різець,
9-3% заготовка.
Висока температура в зоні різання прискорює знос різця, погіршує якість обробленої поверхні. Щоб зменшити утворення тепла і відвести найбільшу його кількість з зони різання, а також зменшити тертя поверхні різця об заготовку, використовують змащувально -охолоджувальної рідину (ЗОР).
Застосування тієї чи іншої змащувально -охолоджувальної рідини залежить від виду обробки (чорнова або чистова), властивостей оброблюваного матеріалу, швидкості і глибини різання, виду стружки, вимог до якості обробленої поверхні, способу подачі рідини та інших умов. Прийнято ділити змащувально -охолоджуючі рідини на дві групи.
До першої групи відносять рідини, основною метою застосування яких є отримання охолоджуючої дії. У цю групу входять водні розчини соди і мила, водні емульсії та інші складові; вони характеризуються великою теплостійкістю і теплопровідністю, застосовуються для грубої (обдирної, чорнової) обробки.
До другої групи відносять рідини, що характеризуються великою змащувальну здатність (мінеральні масла та їх суміші, гас, сульфофрезол - мінеральне масло та ін.)
Чавун та інші крихкі матеріали обробляють «всуху», тобто без охолодження, так як дрібна, обсипається стружка змішується зі мастильно-охолоджувальної рідиною, потрапляє на поверхні, по яких переміщаються рухомі вузли верстата, і прискорює їх знос.
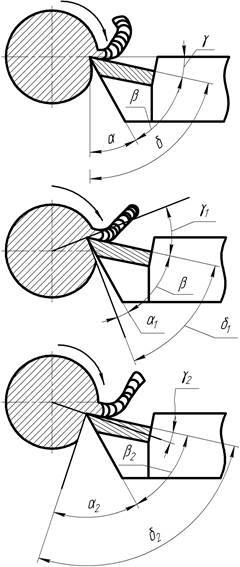
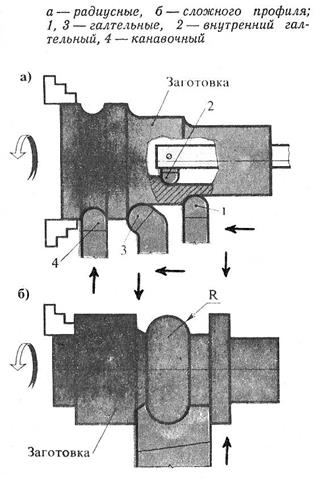
Струмінь мастильно-охолоджувальної рідини слід подавати зверху в те місце де сходить стружка, де вона відокремлюється від заготовки (рис. 19, а), або знизу через вузьке сопло (рис. 19, б)
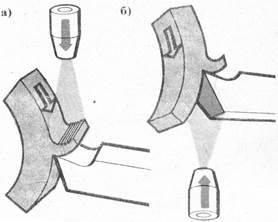 Способи підведення охолоджуючої рідини:
Способи підведення охолоджуючої рідини:
а - на стружку, б - на задню поверхню різця
Розточування на токарних верстатах використовується в таких випадках:
1. Коли свердління, розсвердлювання чи зенкерування не забезпечують необхідної точності.
2. При необхідності забезпечити прямолінійність вісі отвору та точність її розташування.
3. При відсутності свердла чи зенкера необхідного діаметру.
4.При необхідності обробити отвір, Ø якого перевищує найбільші розміри свердел чи зенкерів.
5. При невеликій довжині отвору.
6. При виготовленні глухого отвору.
7. При виготовленні конічного отвору.
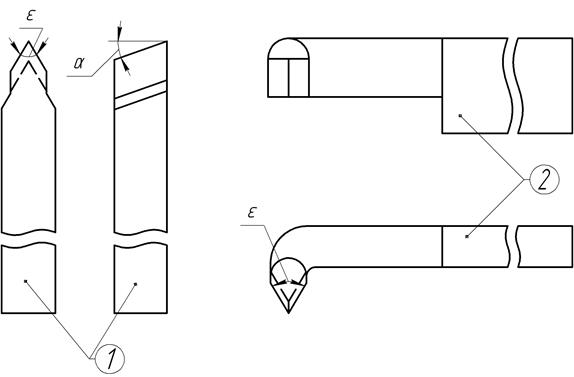
Малюнок 6. Розточні різці Малюнок 7. Кути в плані при роботі
а – для наскрізних отворів, розточним різцем для глухих отворів.
 б – для глухих отворів
б – для глухих отворів
 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|