- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Таблица Стали для металлорежущего инструмента
Таблица "Стали для металлорежущего инструмента"
| Инструмент | Марка стали | Температура закалки °С | Охлаждающая среда | Температура отпуска °С | Примечание |
| Зенковки | У12А | 760—790 | Вода | Хвостовик отпустить до 260 °С | |
| Развертки | 212А | 760—790 | “” | - | |
| Пассатижи, плоскогубцы, круглогубцы | У7А | 780—830 | “” | Калить только рабочую часть | |
| Кусачки | У7А | 780—830 | “” | - | |
| Молотки | У7А | 780—830 | Вода | - | |
| Железки рубаночные | У8А | 780—830 | “” | - | |
| Стамески | У8А | 780—830 | “” | - | |
| Долота столярные | У8А | 780—830 | “” | - | |
| Отвертки машинные | У7А | 780—830 | “” | - | |
| Фрезы разные | РФ-1, Р8 | Масло | 560 (дважды) | Медленный нагрев до 800 °С | |
| Обжимки ручные | У7А, У8А | 780—830 | Вода | 280—300 | - |
| Натяжки | У8А | 780—830 | “” | 280—300 | - |
| Цанги | У8А | 780—830 | “” | Пружинящую часть отпустить до 200°С | |
| Ножницы по металлу | У7А | 780—830 | “” | - | |
| Зубила и крейцмессели | У8А, У7А | 810—820 | “” | - | |
| Чертилки | У10А | 760--810 | “” | - | |
| Бородки | У7А, У8А | 780-830 | “” | - | |
| Шаберы | У12, ХГ | Масло | - |
Для изготовления инструментов можно применять и некоторые марки легированных инструментальных сталей, в состав которых, кроме железа и углерода, входят различные легирующие элементы (хром, вольфрам, кобальт, ванадий, молибден, никель и др.).
Ковка стали производится в нагретом состоянии. При нагреве металл (сталь) становится пластичнее и легко поддается деформации.
Для каждого сорта стали существует определенный интервал температур начала и конца ковки. В среднем этот интервал составляет 1100—1300° С — начало ковки и 800—900°С конец ковки. Чем больше в стали содержится углерода, тем ниже температура начала ковки.
В табл. 11 приведены установленные цвета для сталей, часто употребляемых при художественной ковке.
таблица 11
| Марки стали | Цвета окраски | Марки стали | Цвета окраски |
| Ст1 | Белый | У7 | Синий + красный |
| Ст2 | Желтый | У8 | Синий + желтый |
| СтЗ | Красный | У9 | Синий + розовый |
| Ст4 | Черный | У10 | Синий + черный |
| Ст5 | Зеленый | У12 | Синий + зеленый |
| Ст6 | Синий |
Таблица. Температурные интервалы ковки
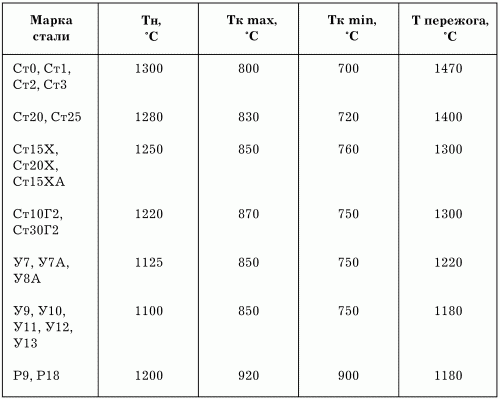
В таблице приведены температуры начала и конца ковки для углеродистых сталей, применяемых для художественной ковки и изготовления инструментов.
Нагрев металла можно производить в различных нагревательных устройствах. Простейшим из них, применяемым с давних пор, является кузнечный горн.
Горны бываютразличных конструкций,— переносные и стационарные, открытого и закрытого типа. Для художественной ковки наиболее приемлемы горны открытого типа. Они позволяют нагревать и короткие, и длинные поковки в любой их части (в том числе и средней). Они просты в обслуживании и удобны в работе; нагрев в них производится быстро.
Для разжигания холодного горна горновое гнездо очищают от золы и шлака, продувают фурму, насыпают небольшой слой угля, оставляя отверстия фурмы свободными, затем зажигают древесную стружку или тряпки, пропитанные керосином, и сверху засыпают второй слой угля и дают слабое дутье. Когда уголь разгорится, добавляют еще угля и постепенно (плавно) увеличивают дутье.
Благодаря спеканию угля в горне образуется твердая корка, под которой развивается высокая температура. Заготовку или ее конец зарывают в горячие угли и засыпают свежим углем. Спекшийся свод из твердой корки должен быть всегда целым; для этого необходимо время от времени подгребать свежий уголь от краев к центру горнового гнезда и слегка обрызгивать его водой. Если полость под коркой становится слишком большой, корку разрушают, подгребают свежий уголь и вскоре образуется новый свод. Заготовку закладывают подальше от фурмы, чтобы между ней и фурмой был слой горячих углей. Заготовку периодически поворачивают, а также регулируют дутье, следя за тем, чтобы пламя было слегка коптящим, нейтральным.
При высоком дутье (большом избытке воздуха) пламя становится острым, вызывающим местный перегрев металла и оплавление кромок; кроме того, кислород избыточного воздуха вступает в соединение с металлом и образует окалину (окислы железа). Появление окалины вредно, так как она приводит к потерям металла (угар) и, кроме того, понижает качество заготовки и затрудняет дальнейшую ее обработку резанием.
Нагрев заготовки следует производить возможно быстрее, так как чем дольше находится поковка в горне при высокой температуре, тем возможнее ее перегрев, т. е. чрезмерный рост зерен, который ухудшает механические свойства поковки.
Еще более продолжительный нагрев заготовки может привести к пережогу, т. е. оплавлению границ зерен и потери связи между ними. Такая заготовка при ударе разбивается на части.
Необходимо уметь температуру нагретого металла определять на глаз — по цвету каления. Этот метод хотя и несовершенен, но в практике художественной ковки применим, так как он позволяет избежать ошибок при нагреве (перегрев, пережог) и для приближенных оценок температур нагрева вполне пригоден.
В таблице приведены цвета каления для стали при слабом дневном освещении и соответствующие им температуры.
Таблица "Цвета каления стали"
| Цвет | Наименование | t° С |
 Ослепительно белый Ослепительно белый
| 1250 - 1300 | |
| Светло-желтый
| 1150 - 1250 | |
| Темно-желтый
| 1050 - 1150 | |
| Оранжевый
| 900 - 1050 | |
| Светло-красный
| 830 - 900 | |
| Светло-вишнево-красный
| 800 - 830 | |
| Вишнево-красный
| 770 - 800 | |
| Темно-вишнево-красный
| 730 - 800 | |
| Темно-красный
| 650 - 730 | |
| Коричнево-красный
| 580 - 650 | |
| Темно-коричневый
| 530 - 580 |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|